












Détails du produit
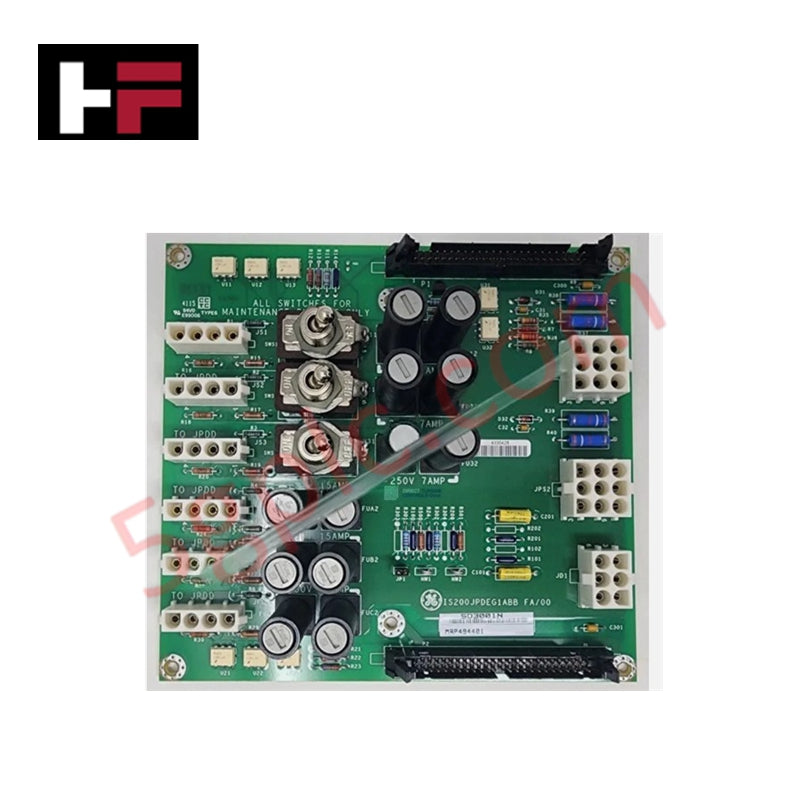
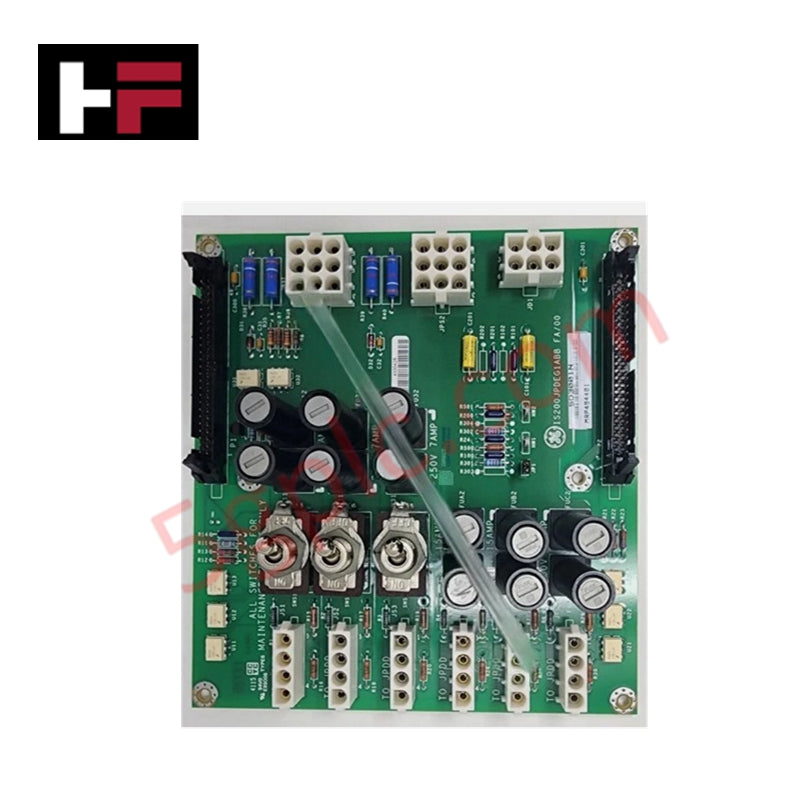
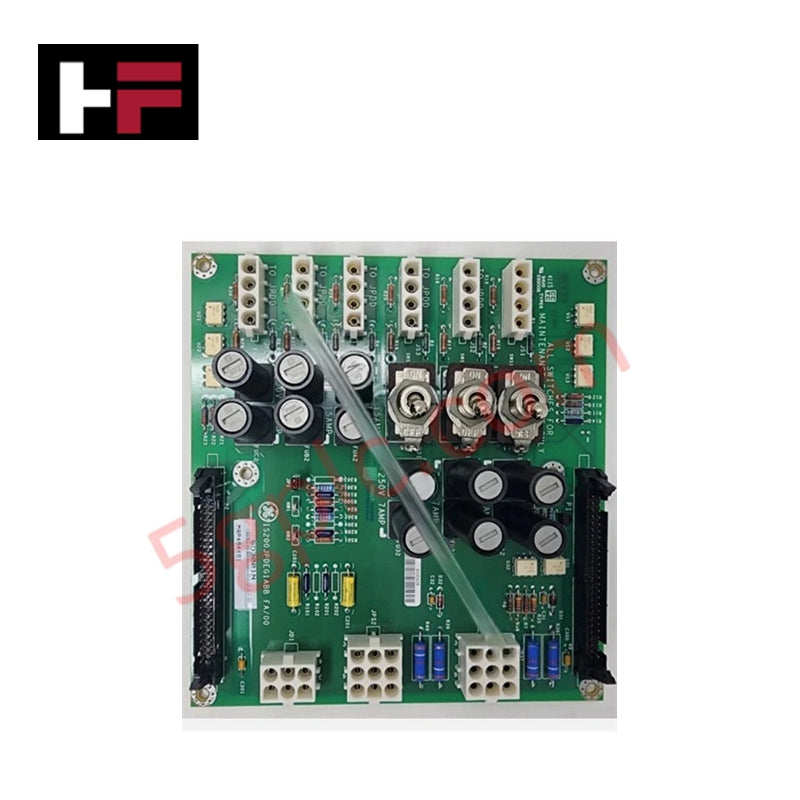
Configuré pour la gestion de l’alimentation dans les systèmes de contrôle de turbine Mark VIe, le GE IS200JPDEG1A (carte de distribution d’alimentation batterie DC IS200JPDEG1A) assure l’exécution physique directe de la distribution d’alimentation DC vers les charges des borniers. Ce composant matériel sert d’interface principale de distribution au sein de l’ensemble d’entraînement de type PDM, facilitant une alimentation stable et la transmission des signaux de retour de diagnostic.
Spécifications matérielles
| Paramètre | Spécification |
|---|---|
| Modèle | IS200JPDEG1A |
| Marque | GE |
| Dimensions | Comprend un support de montage métallique intégré |
| Température de fonctionnement | Plage ambiante industrielle standard |
| Performance principale | Filtre d’entrée 30 A ; disjoncteur DC ; 2 connecteurs de diagnostic 50 broches |
Communication du bus backplane et réseaux déterministes
L’IS200JPDEG1A régule la vitesse de communication du bus backplane et la distribution d’alimentation en s’interfaçant avec le pack d’entrée/sortie PPDA. La connectivité est assurée par deux connecteurs de diagnostic 50 broches (P1 et P2), qui permettent la transmission en temps réel des signaux de retour pour la surveillance du système. La carte intègre un filtre d’entrée 30 A et un disjoncteur DC intégré pour maintenir des profils de sortie stables sous des conditions de charge variables. La compatibilité du firmware flash doit être vérifiée lors du remplacement de cette carte révision A afin de garantir que la logique régissant les séquences de distribution d’alimentation reste alignée avec le firmware du contrôleur Mark VIe hôte. Les techniciens doivent s’assurer que le chemin de communication via les connecteurs de diagnostic est exempt de désadaptations d’impédance afin de préserver la précision des boucles de retour signalées aux packs E/S.
Questions fréquemment posées
Q : L’IS200JPDEG1A supporte-t-il le remplacement à chaud pendant le fonctionnement de la turbine ?
R : Non. La carte est un composant de distribution d’alimentation ; elle doit être complètement déconnectée et isolée de la batterie ou de l’alimentation avant extraction pour éviter tout arc électrique ou dommage au circuit de distribution.
Q : Quelle est la fonction des connecteurs Mate-n-lock à neuf broches ?
R : Les deux connecteurs Mate-n-lock à neuf broches fournissent l’entrée principale d’alimentation DC à la carte. Assurez-vous qu’ils sont bien verrouillés pour éviter toute perte intermittente d’alimentation vers les cartes borniers en aval.
Consignes d’installation sur site
- Montage : La carte doit être installée en utilisant le support de montage métallique intégré dans l’ensemble d’entraînement de type PDM. Vérifiez que le support est solidement fixé au rack pour assurer à la fois la stabilité mécanique et le chemin nécessaire pour la borne de sortie de mise à la terre.
- Mise à la terre : Assurez-vous que la borne de sortie de mise à la terre sur le support métallique est reliée au bus de terre de l’armoire à l’aide d’un conducteur à faible résistance afin de réduire les bruits en mode commun.
- Câblage : Le câblage d’alimentation connecté aux connecteurs Mate-n-lock doit être dimensionné selon la capacité de courant de 30 A du filtre d’entrée. Évitez de faire passer les conducteurs d’alimentation à proximité des chemins des signaux de diagnostic pour prévenir l’induction de bruit dans les canaux de retour P1 et P2.
- Configuration : Utilisez les interrupteurs de maintenance embarqués pour isoler des circuits de sortie spécifiques lors des opérations de service. Vérifiez la position des interrupteurs avant d’appliquer l’alimentation d’entrée afin d’éviter toute mise sous tension accidentelle des composants en aval.
Informations supplémentaires
- Pièces 100 % d'origine : Tous les produits sont originaux et authentiques, garantissant des performances industrielles fiables.
- Garantie de remboursement de 30 jours : Retournez tout article en stock dans les 30 jours dans son emballage d'origine non ouvert pour un remboursement complet (hors frais de port et frais).
- Garantie de 12 mois : Couvre les défauts de matériaux ou de fabrication ; exclut les mauvais usages, l'usure normale ou les modifications non autorisées.
- Expédition mondiale : Nous expédions via USPS, UPS, FedEx et DHL. Les délais de livraison varient selon le pays et peuvent être soumis à des frais de douane ou d'importation.
- Assistance & Contact : Une assistance technique et garantie est disponible à tout moment. Contactez-nous ici : Contact.
- Conseils d'achat : Vérifiez attentivement les spécifications et la compatibilité du produit avant de commander pour assurer une application correcte.





Guide technique et d'achat

Réalisation d’un test d’acceptation sur site (SAT) d’un système PLC : le guide d’ingénierie définitif
Le transfert d'une armoire de contrôleur logique programmable (PLC) d'un atelier contrôlé à un environnement d'usine volatile représente une étape cruciale dans l'automatisation industrielle. Alors qu'un test d'acceptation en usine (FAT) valide la conformité du matériel autonome dans des conditions idéales, il ne peut pas reproduire les dynamiques réelles du processus. Par conséquent, le déploiement d'un système d'automatisation industrielle nécessite un test d'acceptation sur site (SAT) rigoureux pour vérifier l'intégrité totale de la boucle, les métriques du câblage sur le terrain et les paramètres de contrôle du processus avant la remise finale au client.

Intégration avancée : protocole maître pour la mise en service et les tests des variateurs de fréquence (VFD)
Le déploiement des variateurs de fréquence (VFD) nécessite une exécution précise lors de la phase de mise en service initiale. Les ingénieurs en automatisation débutants trouvent souvent la première mise sous tension intimidante. Cependant, suivre un cadre d'ingénierie rigoureux garantit la sécurité de l'équipement et la fiabilité du système. Des procédures de démarrage appropriées protègent à la fois l'électronique du variateur et le moteur connecté.

Optimiser l'automatisation des usines : le guide définitif de la maintenance préventive des variateurs de fréquence (VFD)
Les variateurs de fréquence (VFD) sont des éléments essentiels dans l'automatisation industrielle moderne. Ces dispositifs électroniques de puissance régulent les moteurs électriques en ajustant la fréquence et la tension fournies. Par conséquent, les industries utilisent les VFD pour réduire la consommation d'énergie et optimiser le contrôle des processus. Des fabricants majeurs comme Siemens, ABB et Yaskawa conçoivent des variateurs très efficaces. Cependant, une efficacité durable nécessite un programme rigoureux de maintenance préventive.