









چگونه یک سیستم کنترلکننده منطقی برنامهپذیر (PLC) را عیبیابی کنیم: راهنمای گامبهگام برای خودکارسازی صنعتی
- 〡
- 〡 by WUPAMBO

کنترلکنندههای منطقی برنامهپذیر (PLCها) ستون فقرات سامانههای خودکار صنعتی هستند. هنگامی که خطایی رخ میدهد، تولید میتواند فوراً متوقف شود که منجر به توقفهای پرهزینه میشود. این راهنما رویکردی ساختارمند برای عیبیابی PLC یا سامانه کنترل توزیعشده (DCS) ارائه میدهد که به مهندسان کمک میکند مشکلات را بهطور مؤثر شناسایی و رفع کنند.
درک ماهیت خطاهای سامانه PLC
هر سامانه خودکاری—چه یک مجموعه کوچک میکروPLC باشد یا یک سامانه کنترل کارخانه بزرگ—ممکن است دچار خطا شود. این مشکلات ممکن است ناشی از خرابی سختافزار، خطاهای منطقی برنامهنویسی یا تداخلهای خارجی سامانه باشند. عیبیابی مؤثر نیازمند درک فنی و روش منظم است. از تجربه، تمرین مداوم و بررسی ساختارمند مهارتهای عیبیابی پایدار ایجاد میکند.
گام ۱: شروع با منطق کنترلکننده
اولین گام تحلیل آن چیزی است که کنترلکننده «فکر میکند» در حال رخ دادن است. برنامه PLC یا منطق نردبانی را مرور کنید تا تأیید شود که همه شرایط لازم برای عملکرد برآورده شدهاند. از رابط SCADA (کنترل و گردآوری دادههای نظارتی) برای بررسی هشدارها یا پیامهای خطا استفاده کنید. SCADA اغلب آدرسهای خطای دقیق را ارائه میدهد که به شما کمک میکند محل مشکل را در منطق یا سیگنالهای سختافزاری خارجی بیابید.
دیدگاه نویسنده: مهندسانی که بهطور منظم گزارشهای خطای SCADA را تحلیل میکنند، میتوانند مشکلات مکرر سامانه را سریعتر شناسایی کرده و دقت تشخیص را بهبود بخشند.
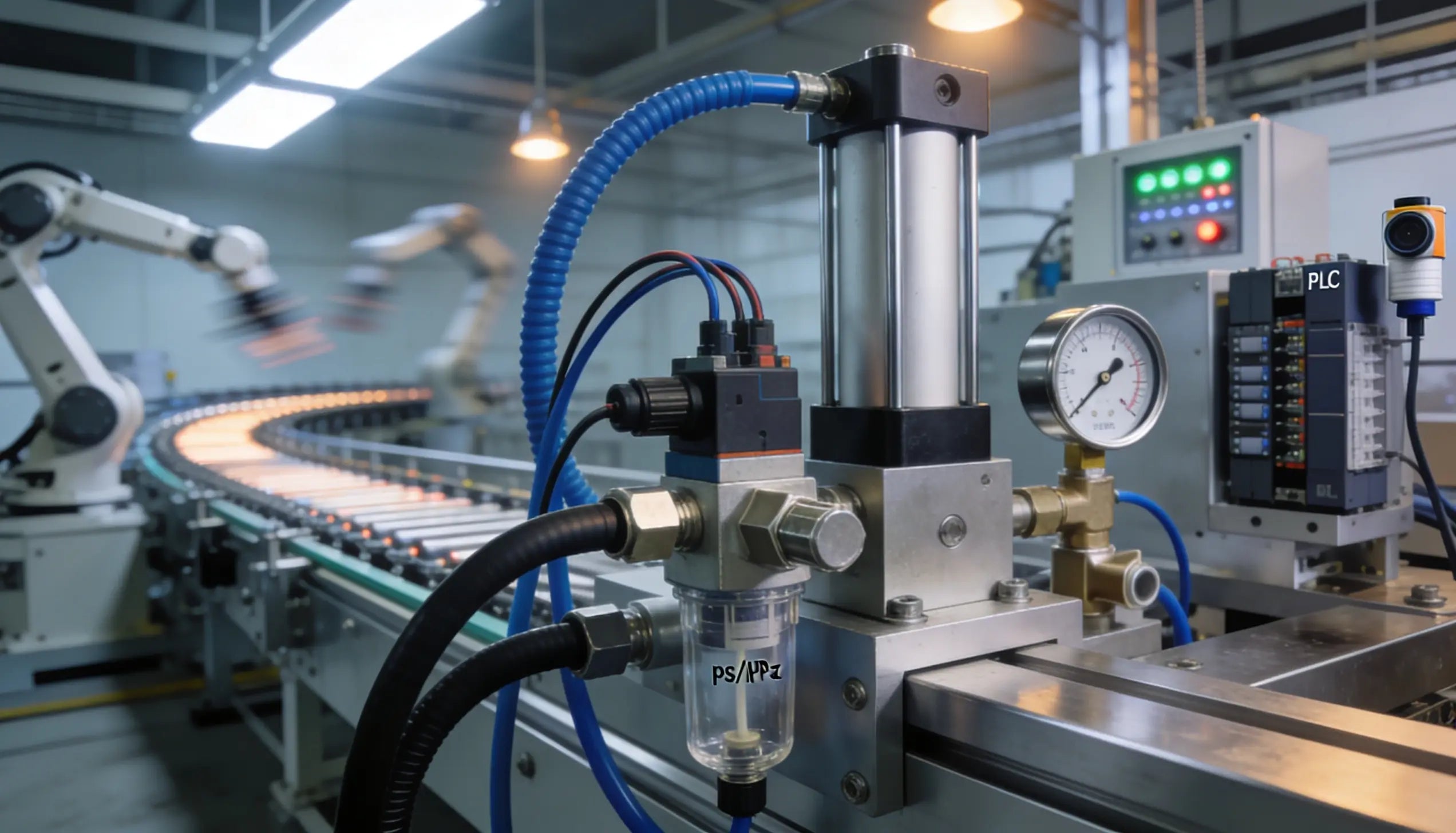
گام ۲: بررسی سیگنالهای ورودی و شرایط سختافزاری
پس از مرور منطق، تمرکز را به سمت ورودیها معطوف کنید. اگر سیگنال دیجیتال یا آنالوگ به درستی ثبت نمیشود، با استفاده از مولتیمتر مدار را دنبال کنید. سنسورها، دکمهها، کلیدهای محدودکننده و فیوزها را برای پیوستگی و ولتاژ صحیح بررسی کنید. اطمینان حاصل کنید که همه سیمکشیها محکم و بدون آسیب هستند. یک سیم شل میتواند کل توالی کنترل را قطع کند. اگر همه قطعات و سیمکشیها سالم باشند، ممکن است ماژول ورودی PLC خراب باشد و نیاز به تعویض توسط کارکنان متخصص داشته باشد.
گام ۳: بررسی مسیر خروجی و دستگاههای میدانی
پس از تأیید ورودیها و منطق، به مدار خروجی بروید. برای مثال، اگر درب کوره صنعتی بسته نمیشود در حالی که منطق PLC درست است، رله خروجی، محرک و موتور را آزمایش کنید. بررسی کنید که سیمپیچ رله برق دارد و ولتاژ مناسب به ترمینالهای موتور میرسد یا خیر. اگر موتور و سیمکشی سالم هستند، به دنبال گیرکردگی مکانیکی یا خرابی موتور باشید.
یادداشت عملی: همیشه ولتاژ را در شرایط بار اندازهگیری کنید، زیرا آزمایش مدار باز ممکن است نتایج گمراهکننده بدهد.
گام ۴: بازبینی واحدهای تغذیه و درایوها
در خودکارسازی کارخانههای مدرن، موتورها معمولاً توسط درایوهای فرکانس متغیر (VFD) یا واحدهای تغذیه مشابه کنترل میشوند. این دستگاهها اغلب کدهای تشخیصی را از طریق چراغهای LED یا صفحههای دیجیتال نمایش میدهند. دفترچه راهنمای درایو را در دسترس داشته باشید تا این کدهای خطا را تفسیر کنید. برای نمونه، هشدار «گرمای بیش از حد» ممکن است نشاندهنده داغ شدن واقعی موتور یا خرابی ترمیستور داخل محفظه موتور باشد. این ابزارهای تشخیصی داخلی در زمان عیبیابی صرفهجویی میکنند.
گام ۵: بررسی نشانگرهای وضعیت PLC و پردازنده مرکزی
اگر قطعات خارجی طبیعی به نظر میرسند، وضعیت پردازنده مرکزی PLC را بررسی کنید. بیشتر کنترلکنندهها، مانند زیمنس S7، آلن-برادلی ControlLogix یا ABB AC500، از نشانگرهای LED برای نمایش حالتهای اجرا (RUN)، توقف (STOP) یا خطا (FAULT) استفاده میکنند. وقتی PLC وارد حالت توقف میشود، معمولاً نشاندهنده خطای برنامه، پایان زمان نگهبان یا مشکل ارتباطی است. برای توضیحات دقیق کدهای خطا به دفترچه راهنمای سازنده مراجعه کنید.
دیدگاه نویسنده: نگهداری سابقه تاریخی رویدادهای خطای پردازنده مرکزی به ردیابی مشکلات ناپیوسته و بهبود کارایی نگهداری کمک میکند.
گام ۶: تأیید وضعیت سامانه ایمنی
سامانههای ایمنی—مانند Pilz PNOZ یا زیمنس Sirius—در خودکارسازی صنعتی حیاتی هستند. اگر سامانه از شروع یا پاسخ دادن امتناع میکند، مدارهای توقف اضطراری، قفلهای درب ایمنی و روشهای بازنشانی را بررسی کنید. دستورالعملهای بازنشانی سازنده را با دقت دنبال کنید. هرگز این مدارها را دور نزنید، زیرا برای ایمنی اپراتور و رعایت استانداردهای صنعتی ضروریاند.
گام ۷: توسعه یک راهبرد منظم عیبیابی
رویکردی منظم و پیوسته نتایج بهتری به همراه دارد. با تأیید برنامه شروع کنید، سپس ورودیها، خروجیها و اجزای تغذیه را آزمایش کنید. هر آزمایش و نتیجه را برای پیگیری ثبت کنید. با گذشت زمان، تکنسینها در تشخیص خطا سریعتر و شهودیتر میشوند، اما صبر و سازماندهی کلید موفقیت در سامانههای پیچیده است.
سناریوهای رایج کاربردی و راهحلها
مورد ۱: توقف ناگهانی نقاله
-
ورودیهای سنسورهای محدود و هشدارهای درایو موتور را بررسی کنید.
-
ارتباط بین PLC و VFD را تأیید کنید.
-
گزارشهای رویداد SCADA را برای بارگذاری بیش از حد یا فعال شدن توقف اضطراری مرور کنید.
مورد ۲: نقص در حلقه کنترل دما
-
کالیبراسیون ورودی آنالوگ را تأیید کنید.
-
سیمکشی ترموکوپل را برای تداخل یا خطاهای زمین بررسی کنید.
-
پارامترهای تنظیم PID در برنامه PLC را مرور کنید.
مورد ۳: PLC در حالت توقف پس از قطع برق
-
وضعیت ماژول حافظه و باتری پشتیبان را بررسی کنید.
-
در صورت نیاز پیکربندی را بارگذاری مجدد کنید.
-
علت قطع برق که بر پایداری پردازنده مرکزی تأثیر گذاشته را بررسی کنید.
افکار پایانی
عیبیابی سامانههای خودکار صنعتی ترکیبی از تفکر منطقی، تخصص فنی و تجربه عملی است. با پیشرفت فناوریهای خودکارسازی، تشخیصهای یکپارچه و پایش از راه دور دید بهتری نسبت به وضعیت سامانهها فراهم میکنند. با این حال، اصول پایه همچنان پابرجا هستند: منظم بمانید، روند خود را ثبت کنید و همیشه علتهای نرمافزاری و سختافزاری را بررسی کنید.
فرآیند عیبیابی ساختارمند و مبتنی بر تجربه نه تنها عملیات را سریع بازمیگرداند بلکه پایداری بلندمدت سامانه را نیز تقویت میکند.
- Posted in:
- control systems
- DCS
- factory automation
- PLC maintenance
- PLC troubleshooting
- SCADA
- VFD diagnostics





%20%D8%B1%D8%A7%20%D8%B9%DB%8C%D8%A8%E2%80%8C%DB%8C%D8%A7%D8%A8%DB%8C%20%DA%A9%D9%86%DB%8C%D9%85:%20%D8%B1%D8%A7%D9%87%D9%86%D9%85%D8%A7%DB%8C%20%DA%AF%D8%A7%D9%85%E2%80%8C%D8%A8%D9%87%E2%80%8C%DA%AF%D8%A7%D9%85%20%D8%A8%D8%B1%D8%A7%DB%8C%20%D8%AE%D9%88%D8%AF%DA%A9%D8%A7%D8%B1%D8%B3%D8%A7%D8%B2%DB%8C%20%D8%B5%D9%86%D8%B9%D8%AA%DB%8C){kind=link}