













Detalles del producto
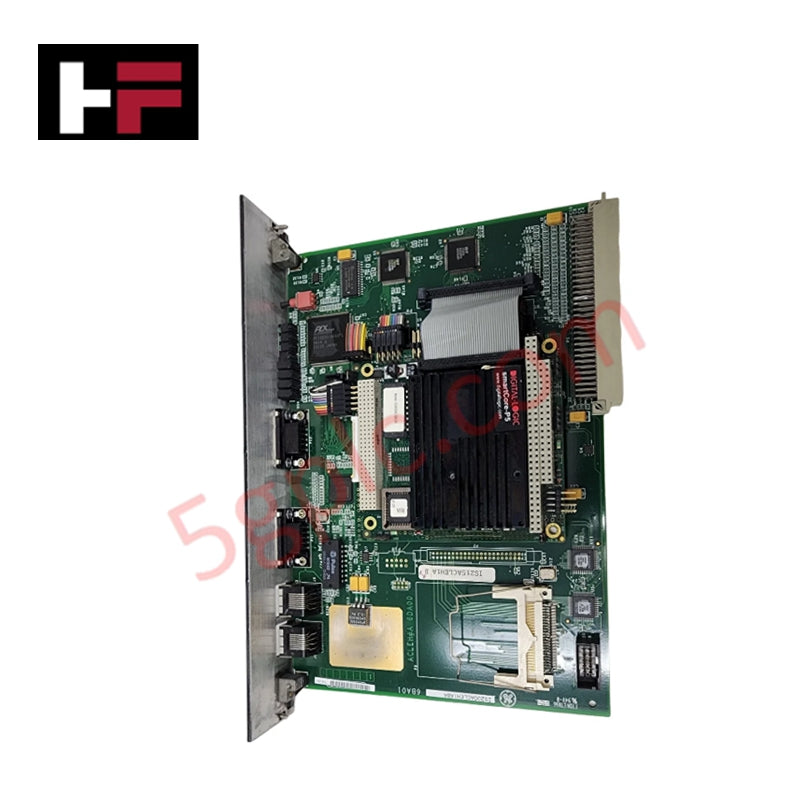
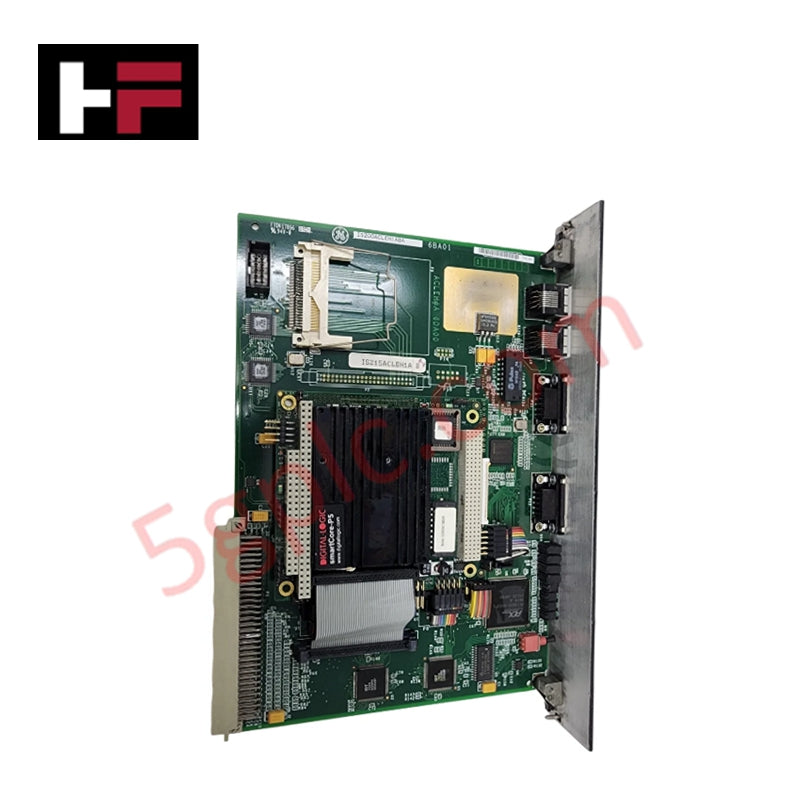
El General Electric IS200ACLEH1CAA, también catalogado como el IS200ACLEH1CAA Módulo de Capa de Control de Aplicación, funciona como un componente de hardware dedicado para el control maestro basado en microprocesador y el procesamiento de comunicación en red dentro de las plataformas del sistema de control Mark VI Speedtronic.
Especificaciones de Hardware
| Parámetro | Especificación |
|---|---|
| Modelo | IS200ACLEH1CAA |
| Marca | General Electric |
| Origen | Estados Unidos (USA) |
| Dimensiones | 23.495 cm A x 10.795 cm An |
| Temperatura de operación | -30 °C a +65 °C |
| Voltaje de entrada | 125 V cc |
| Voltaje de salida | 24 V cc |
| Velocidad del procesador | 100 MHz |
| Montaje | Riel DIN (Serie Innovation / rack EX2100) |
Control Industrial e Integración de Firmware
El IS200ACLEH1CAA utiliza protocolos de red deterministas, incluyendo Ethernet e ISBus, para ejecutar la lógica de control y el intercambio de datos. El módulo requiere compatibilidad específica de firmware flash para soportar la biblioteca de bloques de control a bordo y la carga de configuración de aplicaciones en línea. Funciona a través de las interfaces CABP (Control Assembly Backplane Board) o EBKP (Exciter Backplane), dependiendo de la unidad anfitriona o la instalación del excitador. La escala de densidad de E/S y la forzación booleana interna se gestionan mediante el software central, que proporciona monitoreo diagnóstico de alta velocidad de las cadenas de permiso de arranque/funcionamiento. El procesador de 100 MHz maneja tareas de comunicación concurrentes mientras mantiene la sincronización del tiempo de escaneo a través del bus del backplane.
Preguntas Frecuentes (FAQ)
P: ¿Cuáles son los requisitos físicos de ranura para el IS200ACLEH1CAA?
R: El módulo está diseñado para ocupar dos medios ranuras dentro de un rack estándar de unidad Serie Innovation o placa excitadora EX2100.
P: ¿Es el módulo compatible con todos los tipos de backplane?
R: El módulo se conecta mediante un conector P1 de 128 pines; está específicamente diseñado para usarse con la placa Control Assembly Backplane Board (CABP) en aplicaciones de unidad o con el Exciter Backplane (EBKP) en sistemas de excitación.
Guías para la Instalación en Campo
- Colocación Mecánica: Asegure el módulo dentro del rack designado para la placa. Asegúrese de que el conector P1 de 128 pines esté alineado correctamente con el encabezado del backplane para evitar deformaciones de los pines durante la inserción.
- Alimentación y Puesta a Tierra: La unidad opera con una entrada de alimentación de 125 V cc. Asegure que la distribución de energía del gabinete sea estable y esté correctamente conectada a tierra común del sistema para evitar fluctuaciones de voltaje que puedan afectar el rendimiento del procesador de 100 MHz.
- Conectividad de Red: Si se utiliza el cable adaptador serial opcional (336A4929G1) o el cable serial (336A3582P1), verifique que los cables estén adecuadamente blindados y asegurados para minimizar la interferencia electromagnética (EMI) en las líneas de comunicación.
- Chequeo Diagnóstico: Después del encendido inicial, observe los indicadores de estado para confirmar que el módulo ha pasado las auto-pruebas internas y ha establecido con éxito una conexión con la red anfitriona (Ethernet/ISBus).
Información adicional
- 100% Piezas Originales: Todos los productos son originales y auténticos, garantizando un rendimiento industrial confiable.
- Garantía de Reembolso de 30 Días: Devuelva cualquier artículo en stock dentro de los 30 días en su embalaje original y sin abrir para un reembolso completo (excluyendo envío y tarifas).
- Garantía de 12 Meses: Cubre defectos en materiales o mano de obra; excluye mal uso, desgaste normal o modificaciones no autorizadas.
- Envío Mundial: Enviamos vía USPS, UPS, FedEx y DHL. Los tiempos de entrega varían según el país y pueden estar sujetos a aduanas o tarifas de importación.
- Soporte y Contacto: Asistencia técnica y de garantía disponible en cualquier momento. Contáctenos aquí: Contacto.
- Guía de Compra: Verifique cuidadosamente las especificaciones y compatibilidad del producto antes de ordenar para asegurar la aplicación correcta.





Guía de Tecnología y Compras

Comprendiendo los contactos secos en el cableado de PLC: una guía de automatización industrial
Dominar los principios de conmutación de contactos es esencial para paneles de control fiables. Los dispositivos de campo y los PLC interactúan a través de contactos secos o húmedos. Esta guía técnica examina la mecánica de los contactos secos, explora sus arquitecturas de cableado y evalúa sus principales ventajas en la automatización industrial.

Lista de control definitiva para la puesta en marcha de sistemas de automatización industrial: Una guía de ingeniería
La puesta en marcha es la fase más decisiva de un proyecto de automatización industrial, ya que transforma el hardware y el software de control en una instalación operativa. Las pruebas exhaustivas evitan costosos retrasos en la puesta en marcha y generan confianza en el cliente. Esta guía cubre listas de verificación esenciales, estándares eléctricos y mejores prácticas.

Sistemas de Automatización Redundantes: Arquitectura Central, Valor de Negocio y Ventajas Técnicas
Las interrupciones no planificadas representan una gran amenaza financiera para la fabricación por procesos. Para evitar interrupciones costosas, los ingenieros implementan arquitecturas redundantes de PLC y DCS que garantizan el funcionamiento continuo cuando el hardware falla. Esta guía técnica explora los principios de redundancia, los nodos críticos del sistema y escenarios del mundo real.