











Product Details
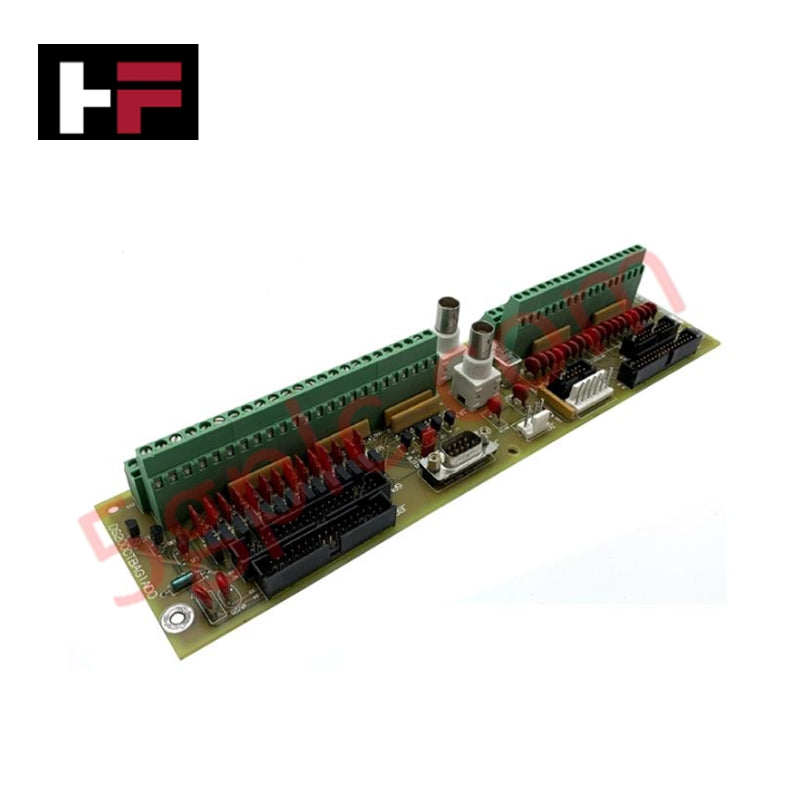
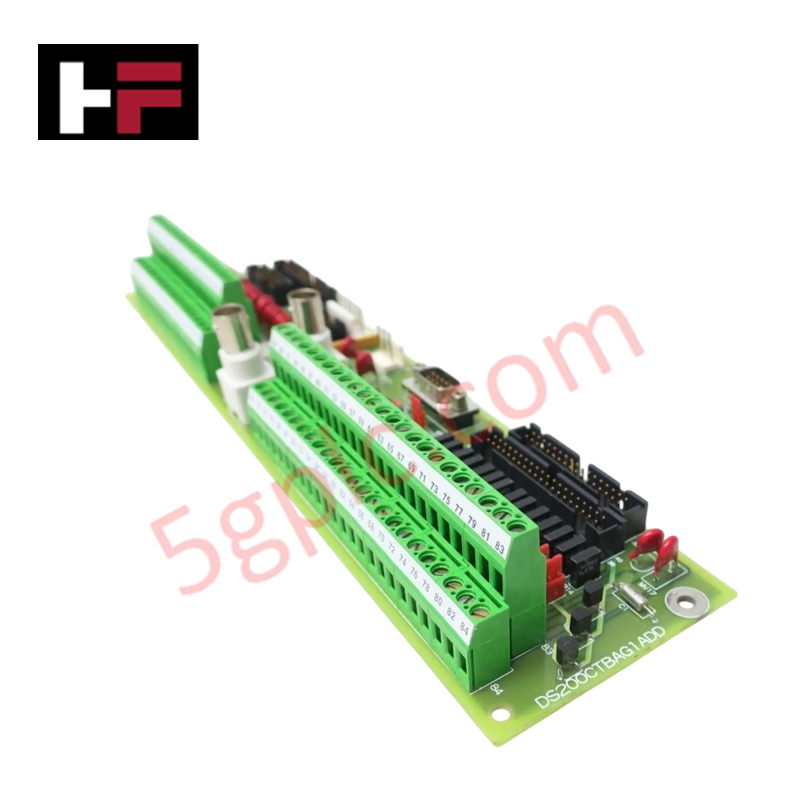
Configured for signal termination and bus communication in Mark V LM control systems, the GE DS200CTBAG1A (DS200CTBA Terminal Board) provides direct physical execution of analog signal routing and core power monitoring.
Hardware Specifications
| Parameter | Specification |
|---|---|
| Model | DS200CTBAG1A |
| Brand | General Electric |
| Origin | USA |
| Dimensions | 6.25 in x 4.25 in |
| Operating Temp | -28 deg C to 55 deg C |
| Core Compatibility | R5 core housing |
| I/O Capabilities | Shaft voltage/current, 4-20 mA input/output |
Backplane Bus Communication and Deterministic Processing
The DS200CTBAG1A facilitates deterministic communication across Mark V LM platforms through integrated IONET and COREBUS interfaces. The board manages connectivity between the R5 core and the STCA/QTBA modules, ensuring signal integrity for 4-20 mA loops and shaft-specific instrumentation. In the event of a localized power loss on the CTBA module, an onboard bypass relay maintains COREBUS communication, preventing system-wide disruption. Connectivity with the PD core's TCPD board allows for continuous power source monitoring. Firmware flash compatibility is not supported; system integration is managed through hardware-defined signal paths and dedicated terminal wiring.
Frequently Asked Questions
Q: What is the function of the onboard bypass relay during a power failure?
A: The bypass relay is configured to maintain COREBUS communication continuity if the CTBA module experiences a loss of power. This allows other modules on the bus to continue data exchange without interruption.
Q: Can the 4-20 mA inputs be scaled via software?
A: No. The CTBA board acts as a passive termination point. Scaling of 4-20 mA signals must be performed within the higher-level controller logic of the connected STCA or R5 core processors.
Field Installation Guidelines
- Ensure the Mark V LM rack is fully de-energized before mounting the module to prevent damage to the backplane connectors or unintended shorting of 4-20 mA loops.
- Verify all field wiring for shaft instrumentation and 4-20 mA signals, ensuring proper shielding is terminated to the designated ground lug to minimize noise.
- Handle the board by the edges to avoid electrostatic discharge (ESD) exposure to the bypass relay and bus communication circuitry.
- After installation, confirm that the IONET and COREBUS link LEDs (if present on associated modules) indicate successful synchronization with the STCA and QTBA boards.
Additional Information
- 100% Genuine Parts: All products are original and authentic, ensuring reliable industrial performance.
- 30-Day Refund Guarantee: Return any in-stock item within 30 days in original, unopened packaging for a full refund (excluding shipping and fees).
- 12-Month Warranty: Covers defects in materials or workmanship; excludes misuse, normal wear, or unauthorized modifications.
- Worldwide Shipping: We ship via USPS, UPS, FedEx, and DHL. Delivery times vary by country and may be subject to customs or import fees.
- Support & Contact: Technical and warranty assistance is available anytime. Contact us here: Contact.
- Purchase Guidance: Check product specifications and compatibility carefully before ordering to ensure proper application.





Tech & Buying Guide

Executing a PLC System Site Acceptance Test (SAT): The Definitive Engineering Guide
The transition of a Programmable Logic Controller (PLC) cabinet from a controlled factory floor to a volatile plant environment represents a critical milestone in factory automation. While a Factory Acceptance Test (FAT) validates standalone hardware compliance under ideal conditions, it cannot replicate real-world process dynamics. Therefore, deploying an industrial automation system requires a rigorous Site Acceptance Test (SAT) to verify total loop integrity, field wiring wiring metrics, and process control parameters before final customer handover.

Advanced Integration: Master Protocol for VFD Commissioning and Testing
Deploying variable frequency drives (VFDs) requires precise execution during the initial commissioning phase. Junior automation engineers often find the first power-up sequence intimidating. However, following a rigorous engineering framework ensures equipment safety and system reliability. Proper startup procedures protect both the drive electronics and the connected motor.

Optimizing Factory Automation: The Definitive Guide to VFD Preventive Maintenance
Variable Frequency Drives (VFDs) serve as critical assets in modern industrial automation. These power electronic devices regulate electric motors by adjusting the supplied frequency and voltage. Consequently, industries utilize VFDs to reduce energy consumption and optimize process control. Major manufacturers like Siemens, ABB, and Yaskawa design highly efficient drives. However, sustained efficiency requires a rigorous preventive maintenance program.