









ПЛК против ПАК: как выбрать в современной промышленной автоматизации
- 〡
- 〡 от WUPAMBO
Выбор правильного контроллера — это фундаментальное решение в промышленной автоматизации. Хотя границы между программируемыми логическими контроллерами (ПЛК) и программируемыми автоматизированными контроллерами (ПАК) часто размыты, понимание их основных архитектурных различий имеет решающее значение для надежности системы. Оба контроллера служат мозгом систем управления, однако их конкретные возможности определяют их пригодность для различных задач автоматизации производства.
Понимание ПЛК: основа дискретного управления
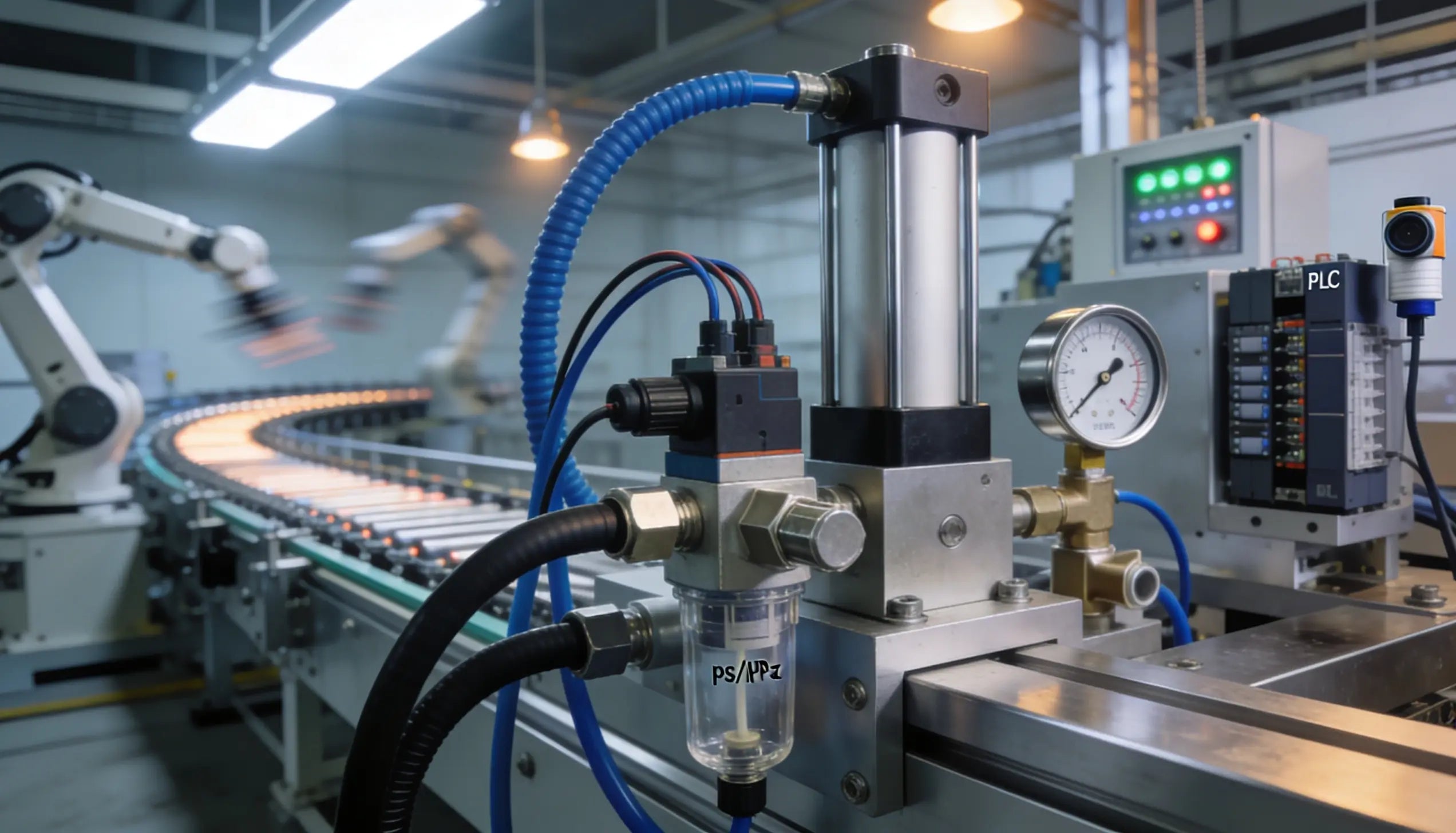
ПЛК — это специализированный промышленный компьютер, разработанный для работы в суровых условиях. Он отлично справляется с повторяющимися, высокоскоростными задачами, такими как операции на сборочной линии и обработка материалов. ПЛК строго соответствуют стандарту IEC 61131-3, используя языки программирования, такие как Ladder Logic и Structured Text. По моему профессиональному опыту, ПЛК остаётся золотым стандартом для дискретного производства. Его основная сила — детерминированность, обеспечивающая повторение циклов машины с точностью до миллисекунд каждый раз.
Определение ПАК: мощь сложных систем автоматизации
ПАК функционирует как более универсальный родственник традиционного ПЛК. Он заполняет промежуток между базовым логическим управлением и вычислениями на уровне предприятия. В отличие от стандартного ПЛК, ПАК с лёгкостью обрабатывает сложные математические алгоритмы и большие объёмы данных. Кроме того, ПАК поддерживают высокоуровневые языки программирования, такие как C и C++, что позволяет разработчикам реализовывать сложное управление движением и оптимизацию процессов. Поэтому, когда ваше приложение требует интенсивного сбора данных или синхронизации по нескольким осям, ПАК предоставляет необходимый вычислительный ресурс.
Оценка ключевых сходств в системах управления
Несмотря на различия, оба устройства имеют общее происхождение в промышленной автоматизации. Оба используют модульную конструкцию, позволяющую инженерам масштабировать количество входов/выходов в соответствии с требованиями конкретного проекта. Более того, они оба созданы для работы в суровых промышленных условиях, включая экстремальные температуры, высокую влажность и постоянные вибрации. Они также используют схожие протоколы связи для обеспечения совместимости на производстве. В результате многие современные гибридные системы используют оба контроллера, позволяя каждому выполнять задачи, в которых он наиболее эффективен.
Отличия в функциональности и масштабируемости
Главное различие заключается в архитектуре и возможностях подключения. ПАК обычно предлагают расширенные сетевые возможности, включая встроенную поддержку Ethernet и беспроводных протоколов. Такая связность упрощает интеграцию в более крупные распределённые системы управления (DCS). В то же время ПЛК обеспечивают более низкую стоимость входа и упрощённую среду программирования для простых приложений. Если ваш проект требует высокоскоростной интеграции с IT-базами данных или сложных человеко-машинных интерфейсов (HMI), ПАК часто является лучшим выбором. Однако для автономного управления машинами простота ПЛК трудно превзойти.
Выбор правильного контроллера для вашего применения
Выбор между этими технологиями требует чёткого анализа ваших конкретных производственных потребностей. Используйте ПЛК, когда вам нужен экономичный и надёжный контроль для дискретных производственных задач. Примеры включают сортировку на конвейере, упаковочные машины или простую замену реле. Напротив, применяйте ПАК для сложных, масштабных систем, таких как управление электростанциями или продвинутое управление движением по нескольким осям. Такие среды требуют мощной обработки данных и отказоустойчивой архитектуры, характерной для современных платформ ПАК.
Сценарий применения: гибридная стратегия управления
На крупном производственном предприятии мы часто реализуем многоуровневую стратегию управления. Мы используем высокопроизводительные ПЛК на периферии для управления безопасностью дискретных машин и высокоскоростной сортировкой. Эти ПЛК затем передают данные о состоянии центральному ПАК, который контролирует всю производственную линию. ПАК управляет технологическими рецептами, записывает производственные данные в SQL-базу и координирует связь с DCS объекта. Такой гибридный подход оптимизирует как стоимость оборудования, так и возможности системного управления данными.
Об авторе
Ли Вэй — опытный эксперт в области промышленной автоматизации с более чем 15-летним опытом работы. Он специализируется на проектировании, вводе в эксплуатацию и оптимизации сложных архитектур управления, включая ПЛК, DCS и критически важные системы защиты электропитания. Как частый автор международных изданий и технических форумов по автоматизации, он предоставляет экспертные знания, помогающие производителям ориентироваться в меняющемся ландшафте цифровой промышленной трансформации. Ли Вэй стремится повысить эффективность глобального производства через строгие инженерные стандарты и практическое применение технологий автоматизации следующего поколения.
- Опубликовано в:
- control systems
- factory automation
- Industrial Automation
- PLC
- PLC vs PAC








{kind=link}