









पीएलसी प्रणाली की समस्या निवारण कैसे करें: औद्योगिक स्वचालन के लिए चरण-दर-चरण मार्गदर्शिका
- 〡
- 〡 द्वारा WUPAMBO

प्रोग्राम योग्य तर्क नियंत्रक (PLCs) औद्योगिक स्वचालन प्रणालियों की रीढ़ की हड्डी होते हैं। जब कोई दोष होता है, तो उत्पादन तुरंत रुक सकता है, जिससे महंगा समय व्यर्थ हो जाता है। यह मार्गदर्शिका PLC या DCS (वितरित नियंत्रण प्रणाली) की समस्या निवारण के लिए एक सुव्यवस्थित तरीका समझाती है, जो अभियंताओं को समस्याओं की पहचान करने और उन्हें कुशलतापूर्वक हल करने में मदद करती है।
PLC प्रणाली दोषों की प्रकृति को समझना
हर स्वचालन प्रणाली—चाहे वह एक छोटा माइक्रोPLC सेटअप हो या एक बड़े पैमाने का कारखाना नियंत्रण प्रणाली—दोषों का सामना कर सकती है। ये समस्याएँ हार्डवेयर विफलता, प्रोग्रामिंग तर्क त्रुटियों, या बाहरी प्रणाली हस्तक्षेप से उत्पन्न हो सकती हैं। प्रभावी समस्या निवारण के लिए तकनीकी समझ और एक व्यवस्थित तरीका दोनों आवश्यक हैं। अनुभव से, नियमित अभ्यास और सुव्यवस्थित जांच स्थायी समस्या निवारण कौशल बनाते हैं।
चरण 1: नियंत्रक तर्क से शुरू करें
पहला कदम यह विश्लेषण करना है कि नियंत्रक "क्या मानता है" कि हो रहा है। PLC प्रोग्राम या सीढ़ी तर्क की समीक्षा करें ताकि यह सुनिश्चित हो सके कि संचालन के लिए सभी आवश्यक शर्तें पूरी हो रही हैं। अलार्म या दोष संदेशों की जांच के लिए SCADA (सुपरवाइजरी नियंत्रण और डेटा अधिग्रहण) इंटरफ़ेस का उपयोग करें। SCADA अक्सर विस्तृत दोष पते प्रदान करता है, जो यह पता लगाने में मदद करता है कि समस्या तर्क से है या बाहरी हार्डवेयर संकेतों से।
लेखक की समझ: जो अभियंता नियमित रूप से SCADA दोष लॉग का विश्लेषण करते हैं, वे बार-बार होने वाली प्रणाली समस्याओं की तेजी से पहचान कर सकते हैं और निदान की सटीकता बढ़ा सकते हैं।
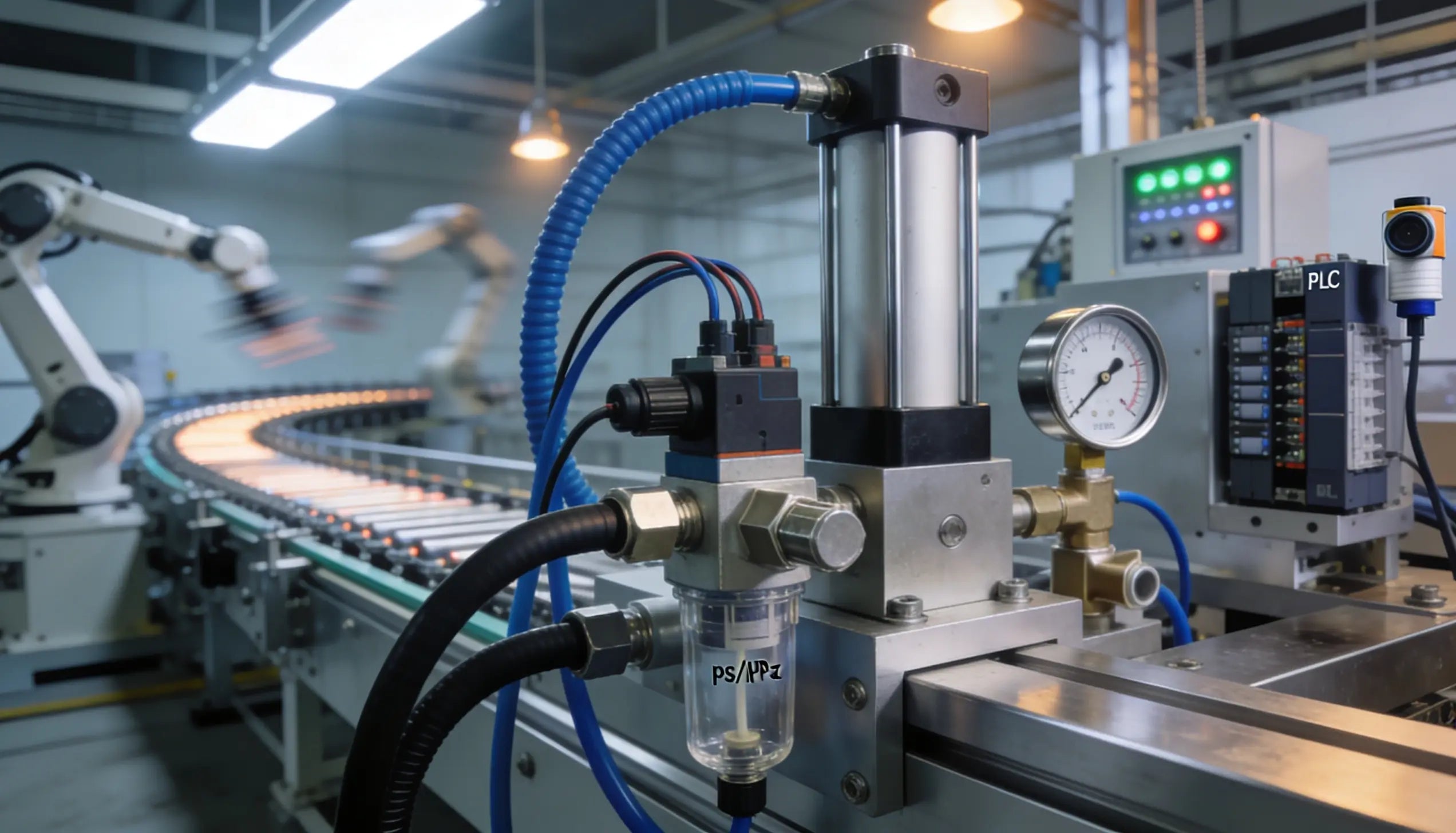
चरण 2: इनपुट संकेतों और हार्डवेयर की जांच करें
तर्क की समीक्षा के बाद, इनपुट पक्ष पर ध्यान दें। यदि कोई डिजिटल या एनालॉग संकेत सही ढंग से दर्ज नहीं हो रहा है, तो सर्किट का पता लगाने के लिए मल्टीमीटर का उपयोग करें। सेंसर, बटन, सीमा स्विच, और फ्यूज की निरंतरता और सही वोल्टेज की जांच करें। सुनिश्चित करें कि सभी तार सुरक्षित और बिना क्षति के हैं। एक ढीला तार पूरे नियंत्रण अनुक्रम को बाधित कर सकता है। यदि सभी घटक और तार कार्यशील हैं, तो PLC इनपुट मॉड्यूल स्वयं दोषपूर्ण हो सकता है और इसे योग्य कर्मियों द्वारा बदलने की आवश्यकता हो सकती है।
चरण 3: आउटपुट मार्ग और क्षेत्रीय उपकरणों की जांच करें
इनपुट और तर्क की पुष्टि के बाद, आउटपुट सर्किट पर जाएं। उदाहरण के लिए, यदि एक औद्योगिक भट्टी का दरवाजा बंद नहीं हो रहा है जबकि PLC तर्क सही है, तो आउटपुट रिले, एक्ट्यूएटर, और मोटर का परीक्षण करें। जांचें कि क्या रिले कॉइल सक्रिय है और क्या मोटर टर्मिनलों तक उचित वोल्टेज पहुंच रहा है। यदि मोटर और तार सामान्य हैं, तो यांत्रिक जाम या मोटर दोष की जांच करें।
व्यावहारिक नोट: हमेशा लोड की स्थिति में वोल्टेज मापें, क्योंकि खुला सर्किट परीक्षण भ्रामक परिणाम दे सकता है।
चरण 4: पावर इकाइयों और ड्राइव की समीक्षा करें
आधुनिक कारखाना स्वचालन में, मोटरों को आमतौर पर परिवर्तनीय आवृत्ति ड्राइव (VFD) या समान पावर इकाइयों द्वारा नियंत्रित किया जाता है। ये उपकरण अक्सर एलईडी या डिजिटल स्क्रीन के माध्यम से निदान कोड दिखाते हैं। इन दोष कोडों की व्याख्या के लिए ड्राइव की पुस्तिका पास रखें। उदाहरण के लिए, "अधिक तापमान" अलार्म असली मोटर अधिक गर्म होने या मोटर आवरण के अंदर दोषपूर्ण थर्मिस्टर का संकेत दे सकता है। ये अंतर्निहित निदान उपकरण समस्या निवारण के दौरान समय बचाते हैं।
चरण 5: PLC और CPU स्थिति संकेतकों की जांच करें
यदि बाहरी घटक सामान्य लगते हैं, तो PLC के CPU स्थिति की जांच करें। अधिकांश नियंत्रक, जैसे Siemens S7, Allen-Bradley ControlLogix, या ABB AC500, RUN, STOP, या FAULT स्थितियों को दिखाने के लिए LED संकेतकों का उपयोग करते हैं। जब PLC STOP मोड में जाता है, तो यह आमतौर पर प्रोग्राम त्रुटि, वॉचडॉग टाइमआउट, या संचार समस्या का संकेत देता है। विस्तृत दोष कोड व्याख्याओं के लिए निर्माता की पुस्तिका देखें।
लेखक की समझ: CPU दोष घटनाओं का ऐतिहासिक रिकॉर्ड रखना अस्थायी समस्याओं को ट्रैक करने और रखरखाव दक्षता बढ़ाने में मदद करता है।
चरण 6: सुरक्षा प्रणाली की स्थिति की पुष्टि करें
सुरक्षा प्रणालियाँ—जैसे Pilz PNOZ या Siemens Sirius—औद्योगिक स्वचालन में आवश्यक हैं। यदि प्रणाली शुरू होने या प्रतिक्रिया देने से इंकार करती है, तो आपातकालीन रोक सर्किट, सुरक्षा द्वार इंटरलॉक, और रीसेट प्रक्रियाओं की जांच करें। निर्माता के रीसेट निर्देशों का सावधानीपूर्वक पालन करें। इन सर्किटों को कभी भी बाईपास न करें, क्योंकि ये ऑपरेटर की सुरक्षा और औद्योगिक मानकों के अनुपालन के लिए महत्वपूर्ण हैं।
चरण 7: एक सुसंगत समस्या निवारण रणनीति विकसित करें
एक व्यवस्थित और सुसंगत तरीका बेहतर परिणाम देता है। प्रोग्राम सत्यापन से शुरू करें, फिर इनपुट, आउटपुट, और पावर घटकों का परीक्षण करें। प्रत्येक परीक्षण और परिणाम को रिकॉर्ड करें ताकि पता लगाया जा सके। समय के साथ, तकनीशियन दोष पहचान में तेज और सहज हो जाते हैं, लेकिन धैर्य और संगठन जटिल प्रणालियों में सफलता की कुंजी बने रहते हैं।
सामान्य अनुप्रयोग परिदृश्य और समाधान
मामला 1: कन्वेयर अचानक रुक जाता है
-
सीमा सेंसर और मोटर ड्राइव अलार्म से इनपुट जांचें।
-
PLC और VFD के बीच संचार की पुष्टि करें।
-
ओवरलोड या आपातकालीन रोक ट्रिगर के लिए SCADA घटना लॉग की समीक्षा करें।
मामला 2: तापमान नियंत्रण चक्र में खराबी
-
एनालॉग इनपुट कैलिब्रेशन की पुष्टि करें।
-
थर्मोकपल वायरिंग में हस्तक्षेप या ग्राउंडिंग दोष की जांच करें।
-
PLC प्रोग्राम में PID ट्यूनिंग पैरामीटर की समीक्षा करें।
मामला 3: बिजली कटौती के बाद PLC STOP मोड में
-
मेमोरी मॉड्यूल और बैटरी बैकअप स्थिति जांचें।
-
आवश्यक होने पर कॉन्फ़िगरेशन पुनः लोड करें।
-
CPU स्थिरता को प्रभावित करने वाले बिजली व्यवधान के कारण की जांच करें।
अंतिम विचार
औद्योगिक स्वचालन प्रणालियों की समस्या निवारण में तार्किक सोच, तकनीकी विशेषज्ञता, और वास्तविक अनुभव का संयोजन होता है। जैसे-जैसे स्वचालन तकनीकें उन्नत होती हैं, एकीकृत निदान और दूरस्थ निगरानी प्रणाली की स्थिति की दृश्यता बढ़ाते हैं। फिर भी, मूल बातें समान रहती हैं: व्यवस्थित रहें, अपनी प्रक्रिया रिकॉर्ड करें, और सॉफ़्टवेयर और हार्डवेयर दोनों कारणों की हमेशा पुष्टि करें।
एक सुव्यवस्थित, अनुभव-आधारित समस्या निवारण प्रक्रिया न केवल संचालन को जल्दी पुनर्स्थापित करती है बल्कि दीर्घकालिक प्रणाली विश्वसनीयता को भी मजबूत बनाती है।
- में पोस्ट किया गया:
- control systems
- DCS
- factory automation
- PLC maintenance
- PLC troubleshooting
- SCADA
- VFD diagnostics





{kind=link}