













Détails du produit
Configuré pour la surveillance précise du déplacement d’arbre dans les machines tournantes, le Emerson EPRO CON021/913-040 + PR6423/015-000-CN (Kit capteur à courant de Foucault CON021/913-040) fournit une exécution électrique physique directe pour mesurer les vibrations radiales et axiales relatives de l’arbre. Le système utilise l’induction électromagnétique pour générer des sorties de tension linéaires proportionnelles à l’écart entre la pointe de la sonde de 8 mm et la cible conductrice observée, facilitant l’évaluation continue de la dynamique du rotor.
Spécifications matérielles
| Paramètre | Spécification |
|---|---|
| Modèle | CON021/913-040 + PR6423/015-000-CN |
| Marque | Emerson EPRO |
| Température de fonctionnement | -30 à 100 °C |
| Consommation électrique | -23 à -32 VCC |
| Bande passante en fréquence | 0 à 20 kHz |
Mise à l’échelle de la sonde à courant de Foucault et dynamique du rotor
Le module convertisseur CON021/913-040 est conçu pour fournir une sortie de signal linéaire sur la plage de mesure spécifiée du transducteur. Une mise à l’échelle correcte de la sonde à courant de Foucault est nécessaire pour maintenir la précision des données de vibration lorsqu’elle est connectée à l’instrumentation de surveillance. Lors de la mise en service, les opérateurs doivent effectuer une validation de la tension d’écart par rapport à la cible de -10 VCC, en s’assurant que la pointe de la sonde est positionnée dans la partie linéaire de la courbe de sensibilité du transducteur. Cette calibration est nécessaire pour capturer avec précision la dynamique du rotor, y compris les orbites et excentricités de l’arbre, tout en minimisant l’influence des limitations de suppression des interférences croisées dans les configurations à plusieurs sondes.
Questions fréquemment posées (FAQ)
Q : Quel est le point de consigne recommandé pour la tension d’écart de ce kit de capteur ?
R : Le capteur doit être réglé jusqu’à ce que la tension de sortie atteigne le point de consigne nominal de -10 VCC à la position centrale statique de la machine. Cela garantit que le transducteur fonctionne dans sa plage linéaire pour les déviations positives et négatives de l’arbre.
Q : Le module CON021/913-040 peut-il être utilisé dans des environnements à forte interférence magnétique ?
R : Le module convertisseur est logé dans un boîtier en alliage d’aluminium pour offrir une immunité inhérente aux EMI/RFI. Cependant, le câblage du signal doit être acheminé dans un conduit métallique mis à la terre, et l’intégrité du blindage doit être maintenue au point de terminaison du rack pour assurer la suppression des interférences croisées et la stabilité du signal.
Directives d’installation sur site
- Assurez-vous que la pointe de la sonde est installée perpendiculairement à la surface cible de l’arbre pour éviter toute distorsion du signal.
- Montez le module convertisseur CON021 en utilisant le motif de 4 vis M5 spécifié, en assurant une liaison à faible impédance avec le châssis de l’équipement pour la suppression du bruit.
- Utilisez un câble coaxial haute fréquence pour toutes les connexions entre la sonde PR6423 et le convertisseur, en gardant les longueurs de câble aussi courtes que possible pour maintenir la performance du temps de montée de 15 μs.
- Vérifiez que la polarité de l’alimentation est strictement de -23 VCC à -32 VCC ; une polarité inversée entraînera une défaillance du système et des dommages potentiels au circuit du convertisseur.
- Effectuez un contrôle de calibration statique après l’installation pour confirmer que la sortie de déplacement reste cohérente avec les mesures d’écart cible sur toute la plage.
Informations supplémentaires
- Pièces 100 % d'origine : Tous les produits sont originaux et authentiques, garantissant des performances industrielles fiables.
- Garantie de remboursement de 30 jours : Retournez tout article en stock dans les 30 jours dans son emballage d'origine non ouvert pour un remboursement complet (hors frais de port et frais).
- Garantie de 12 mois : Couvre les défauts de matériaux ou de fabrication ; exclut les mauvais usages, l'usure normale ou les modifications non autorisées.
- Expédition mondiale : Nous expédions via USPS, UPS, FedEx et DHL. Les délais de livraison varient selon le pays et peuvent être soumis à des frais de douane ou d'importation.
- Assistance & Contact : Une assistance technique et garantie est disponible à tout moment. Contactez-nous ici : Contact.
- Conseils d'achat : Vérifiez attentivement les spécifications et la compatibilité du produit avant de commander pour assurer une application correcte.










Guide technique et d'achat
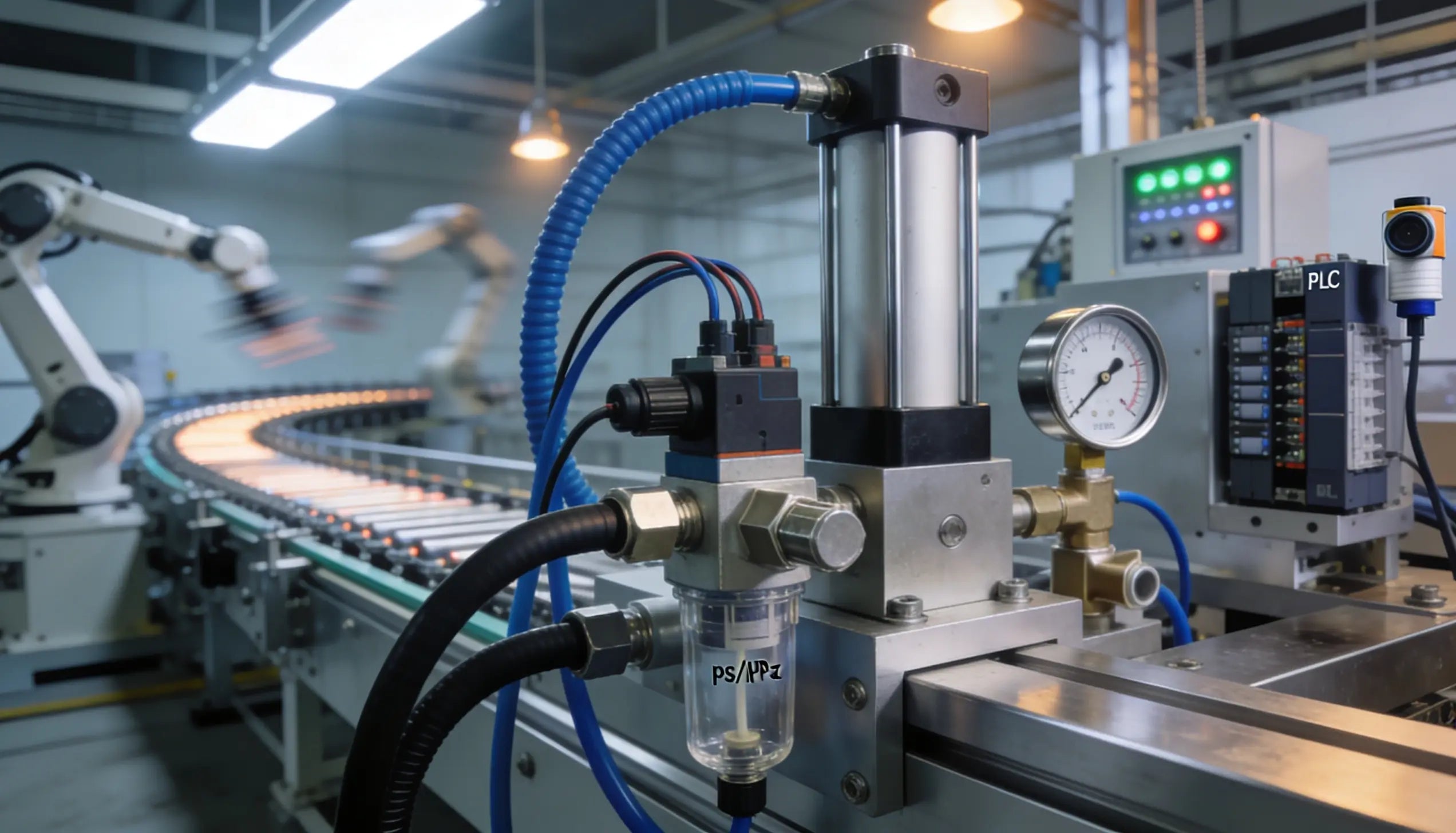
PLC vs. PAC : Choisir dans l'automatisation industrielle moderne
Choisir le bon contrôleur est une décision fondamentale en automatisation industrielle. Bien que les frontières entre les automates programmables industriels (API) et les contrôleurs d'automatisation programmables (PAC) soient souvent floues, comprendre leurs différences architecturales essentielles est crucial pour la fiabilité du système. Les deux contrôleurs servent de cerveau aux systèmes de contrôle, mais leurs capacités spécifiques déterminent leur adéquation à diverses tâches d'automatisation d'usine.

Transformer la fabrication textile : l'intégration stratégique de l'automatisation industrielle et de l'IA
L'industrie textile se trouve à un carrefour technologique crucial. Les opérations traditionnelles doivent désormais adopter la transformation numérique pour rester compétitives sur un marché mondial. En intégrant une automatisation industrielle avancée—allant des machines contrôlées par PLC à des analyses sophistiquées pilotées par l'IA—les fabricants peuvent considérablement augmenter la productivité, minimiser le gaspillage de matériaux et améliorer la qualité globale des produits.
Naviguer dans les protocoles de communication industrielle : un guide technique pour les automates programmables modernes
Dans le domaine de l'automatisation industrielle, le contrôleur logique programmable (PLC) sert de cerveau à l'atelier de production. Cependant, sa véritable puissance est libérée grâce à des protocoles de communication robustes. Ces voies numériques garantissent un échange de données fluide entre les contrôleurs, les capteurs et les systèmes de gestion au niveau de l'entreprise.