














Détails du produit
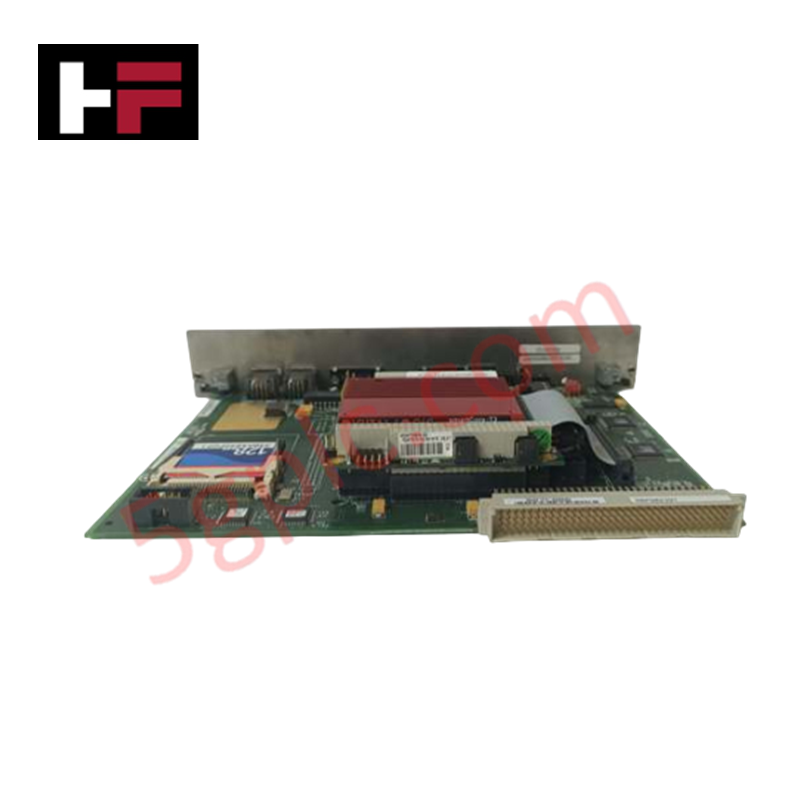
Le General Electric IS215ACLEH1B, également référencé comme le IS215ACLEH1B Module de Couche de Contrôle d’Application, fonctionne comme un composant matériel dédié à l’exécution de la logique de contrôle de turbine et à la coordination des sous-systèmes au sein des systèmes de contrôle de turbine à gaz Mark VI Speedtronic.
Spécifications Matérielles
| Paramètre | Spécification |
|---|---|
| Modèle | IS215ACLEH1B |
| Marque | General Electric |
| Origine | États-Unis (USA) |
| Dimensions | 23,495 cm H x 10,795 cm L |
| Température de fonctionnement | -30 °C à +65 °C |
| Tension d’entrée | 125 V cc |
| Tension de sortie | 24 V cc |
| Montage | Rail DIN |
| Type de module | Pack E/S de sécurité |
Opérations Profinet et Réseau Déterministe
Le IS215ACLEH1B utilise une communication par bus interne à haute vitesse pour faciliter l’échange de données déterministe au sein de l’architecture de contrôle Mark VI. Le module est conçu pour un traitement des signaux à faible latence, garantissant que la logique de contrôle de la turbine — incluant la régulation de la vitesse, de la charge et de la température — soit exécutée dans des fenêtres de temps de balayage définies. Son intégration dans le backplane nécessite une compatibilité avec la version du firmware du contrôleur afin d’assurer une communication synchronisée à travers le réseau du pack E/S. Le module maintient une intégrité stricte des données lors des sondages à haute vitesse, gérant la détection des défauts et la transmission des paquets de diagnostic sans interrompre les boucles de contrôle principales.
Questions Fréquemment Posées (FAQ)
Q : Le IS215ACLEH1B prend-il en charge la fonctionnalité de remplacement à chaud dans la baie Mark VI ?
R : Oui, le module est conçu pour être retiré et inséré pendant que le backplane du système est sous tension, à condition que la boucle de contrôle associée ait été sécurisée en mode manuel ou arrêtée conformément aux procédures de sécurité spécifiques au site.
Q : Quelles sont les principales considérations pour la compatibilité du firmware ?
R : Les versions du firmware doivent correspondre à la révision spécifique du contrôleur Mark VI hôte pour garantir un mappage correct des E/S et un rapport de diagnostic fiable. Consultez la documentation de la révision logicielle de contrôle de turbine avant tout remplacement sur le terrain.
Q : Comment ce module gère-t-il l’isolation des défauts ?
R : Le module effectue des auto-diagnostics continus et surveille l’état de la boucle ; en cas de défaut matériel interne, il déclenche une alarme de diagnostic vers le contrôleur et passe dans un état sûr prédéfini pour éviter toute sortie erronée.
Directives d’Installation sur Site
- Conditionnement environnemental : Assurez-vous que l’environnement d’installation soit exempt de gaz corrosifs et de poussières conductrices. Le module doit fonctionner dans la plage de température spécifiée de -30 °C à +65 °C pour éviter toute limitation thermique ou défaillance des composants.
- Montage mécanique : Fixez solidement le module sur le rail DIN désigné. Veillez à laisser un dégagement suffisant au-dessus et en dessous du module pour permettre une circulation d’air favorisant le refroidissement passif.
- Raccordement électrique : Vérifiez que l’alimentation 125 V cc soit stable et conforme aux tolérances avant de mettre le module en service. Utilisez un câblage blindé pour tous les chemins de signaux E/S afin de minimiser les interférences électromagnétiques (EMI).
- Mise à la terre : Assurez-vous que le châssis du module soit correctement relié à la masse commune du système pour maintenir l’intégrité du blindage et atténuer les impacts des surtensions.
- Vérification : Après installation, effectuez une inspection visuelle des voyants d’état et vérifiez le statut de liaison via l’interface HMI avant de procéder à une vérification globale des boucles du système.
Informations supplémentaires
- Pièces 100 % d'origine : Tous les produits sont originaux et authentiques, garantissant des performances industrielles fiables.
- Garantie de remboursement de 30 jours : Retournez tout article en stock dans les 30 jours dans son emballage d'origine non ouvert pour un remboursement complet (hors frais de port et frais).
- Garantie de 12 mois : Couvre les défauts de matériaux ou de fabrication ; exclut les mauvais usages, l'usure normale ou les modifications non autorisées.
- Expédition mondiale : Nous expédions via USPS, UPS, FedEx et DHL. Les délais de livraison varient selon le pays et peuvent être soumis à des frais de douane ou d'importation.
- Assistance & Contact : Une assistance technique et garantie est disponible à tout moment. Contactez-nous ici : Contact.
- Conseils d'achat : Vérifiez attentivement les spécifications et la compatibilité du produit avant de commander pour assurer une application correcte.





Guide technique et d'achat

Réalisation d’un test d’acceptation sur site (SAT) d’un système PLC : le guide d’ingénierie définitif
Le transfert d'une armoire de contrôleur logique programmable (PLC) d'un atelier contrôlé à un environnement d'usine volatile représente une étape cruciale dans l'automatisation industrielle. Alors qu'un test d'acceptation en usine (FAT) valide la conformité du matériel autonome dans des conditions idéales, il ne peut pas reproduire les dynamiques réelles du processus. Par conséquent, le déploiement d'un système d'automatisation industrielle nécessite un test d'acceptation sur site (SAT) rigoureux pour vérifier l'intégrité totale de la boucle, les métriques du câblage sur le terrain et les paramètres de contrôle du processus avant la remise finale au client.

Intégration avancée : protocole maître pour la mise en service et les tests des variateurs de fréquence (VFD)
Le déploiement des variateurs de fréquence (VFD) nécessite une exécution précise lors de la phase de mise en service initiale. Les ingénieurs en automatisation débutants trouvent souvent la première mise sous tension intimidante. Cependant, suivre un cadre d'ingénierie rigoureux garantit la sécurité de l'équipement et la fiabilité du système. Des procédures de démarrage appropriées protègent à la fois l'électronique du variateur et le moteur connecté.

Optimiser l'automatisation des usines : le guide définitif de la maintenance préventive des variateurs de fréquence (VFD)
Les variateurs de fréquence (VFD) sont des éléments essentiels dans l'automatisation industrielle moderne. Ces dispositifs électroniques de puissance régulent les moteurs électriques en ajustant la fréquence et la tension fournies. Par conséquent, les industries utilisent les VFD pour réduire la consommation d'énergie et optimiser le contrôle des processus. Des fabricants majeurs comme Siemens, ABB et Yaskawa conçoivent des variateurs très efficaces. Cependant, une efficacité durable nécessite un programme rigoureux de maintenance préventive.