














Détails du produit
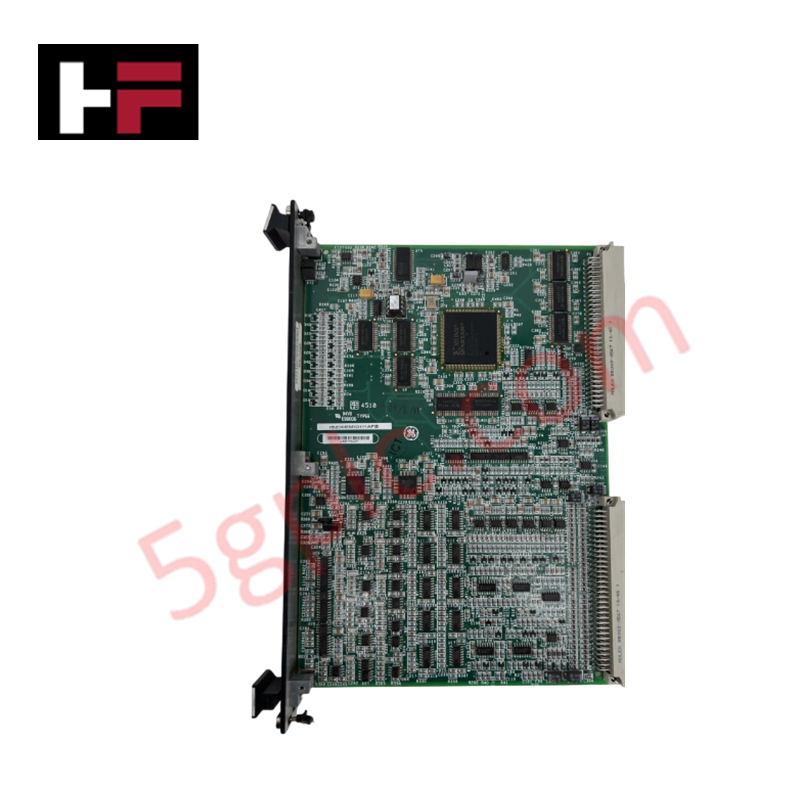
Configuré pour la gestion des signaux dans les systèmes de contrôle d’excitation EX2100, le GE IS200EMIOH1A (IS200EMIOH1A Carte principale d’E/S de l’excitateur) assure l’exécution physique directe du routage des E/S et la génération des impulsions de porte. Ce composant matériel sert de carte EMIO principale utilisée pour l’acquisition des signaux PT/CT, la surveillance des entrées de contact et la logique de commande des relais dans les architectures de rack de contrôle EX2100.
Spécifications matérielles
| Paramètre | Spécification |
|---|---|
| Modèle | IS200EMIOH1A |
| Marque | GE |
| Origine | USA |
| Poids | 2 lbs |
| Dimensions | Format VME simple emplacement, double hauteur |
| Température de fonctionnement | Plage ambiante industrielle standard |
| Consommation électrique | Dépend du système |
| Performance principale | E/S des signaux PT/CT ; génération d’impulsions de porte |
Communication sur le bus de fond de panier et réseaux déterministes
L’IS200EMIOH1A fonctionne comme le gestionnaire central des E/S pour le rack de contrôle EX2100, en interfaçant avec les cartes terminales EPCT, ECTB, EACF et EXTB. Le module gère la conversion des signaux PT et CT et fournit la fonction de commande des relais d’entrée/sortie de contact. Une fonction technique principale de l’EMIO est la génération et la transmission des signaux d’impulsions de porte au niveau logique vers la carte ESEL ; ces signaux sont ensuite acheminés vers le module EGPA dans l’armoire de conversion de puissance via le bus de fond de panier. La vitesse de communication déterministe du bus de fond de panier est maintenue pour assurer un déclenchement synchrone des impulsions. La compatibilité du firmware flash et la configuration matérielle doivent être vérifiées conformément à GEI-100453 pour garantir une intégration correcte avec les composants de conversion de puissance montés en rack.
Questions fréquemment posées
Q : L’IS200EMIOH1A peut-il être remplacé à chaud pendant que l’excitateur est en fonctionnement ?
R : Non. L’architecture de type VME exige que le rack de contrôle soit hors tension avant l’extraction du module. Retirer la carte EMIO alors que le système est sous tension interrompra la transmission des impulsions de porte et entraînera un déclenchement immédiat de l’excitateur.
Q : Comment l’EMIO gère-t-il les signaux provenant des cartes terminales connectées ?
R : L’EMIO agit comme le centre névralgique des cartes EPCT, ECTB, EACF et EXTB. Il reçoit les signaux analogiques d’instrumentation (PT/CT) et les entrées d’état numériques, les traite localement et commande les relais de déclenchement pilote et de sortie selon la logique interne du rack.
Directives d’installation sur site
- Montage : Glissez la carte VME double hauteur dans l’emplacement désigné du rack de contrôle. Assurez-vous que tous les rails guides sont correctement alignés et que la carte est bien en place pour garantir un contact sécurisé avec les connecteurs du fond de panier.
- Câblage : Veillez à ce que toutes les connexions aux cartes terminales (EPCT, ECTB, etc.) soient bien serrées et étiquetées conformément au schéma du système. Utilisez des câbles blindés pour les chemins PT/CT et les impulsions de porte afin de prévenir les interférences électromagnétiques.
- Mise à la terre : Vérifiez que le châssis du rack de contrôle est correctement relié à la terre système. Ceci est nécessaire pour maintenir l’intégrité des signaux d’impulsions de porte au niveau logique et la précision des entrées des capteurs analogiques.
- Inspection : Inspectez régulièrement la carte EMIO et les connecteurs du fond de panier environnants pour détecter tout signe de dégradation thermique, en particulier si le rack fonctionne près de sa capacité maximale.
Informations supplémentaires
- Pièces 100 % d'origine : Tous les produits sont originaux et authentiques, garantissant des performances industrielles fiables.
- Garantie de remboursement de 30 jours : Retournez tout article en stock dans les 30 jours dans son emballage d'origine non ouvert pour un remboursement complet (hors frais de port et frais).
- Garantie de 12 mois : Couvre les défauts de matériaux ou de fabrication ; exclut les mauvais usages, l'usure normale ou les modifications non autorisées.
- Expédition mondiale : Nous expédions via USPS, UPS, FedEx et DHL. Les délais de livraison varient selon le pays et peuvent être soumis à des frais de douane ou d'importation.
- Assistance & Contact : Une assistance technique et garantie est disponible à tout moment. Contactez-nous ici : Contact.
- Conseils d'achat : Vérifiez attentivement les spécifications et la compatibilité du produit avant de commander pour assurer une application correcte.





Guide technique et d'achat

Réalisation d’un test d’acceptation sur site (SAT) d’un système PLC : le guide d’ingénierie définitif
Le transfert d'une armoire de contrôleur logique programmable (PLC) d'un atelier contrôlé à un environnement d'usine volatile représente une étape cruciale dans l'automatisation industrielle. Alors qu'un test d'acceptation en usine (FAT) valide la conformité du matériel autonome dans des conditions idéales, il ne peut pas reproduire les dynamiques réelles du processus. Par conséquent, le déploiement d'un système d'automatisation industrielle nécessite un test d'acceptation sur site (SAT) rigoureux pour vérifier l'intégrité totale de la boucle, les métriques du câblage sur le terrain et les paramètres de contrôle du processus avant la remise finale au client.

Intégration avancée : protocole maître pour la mise en service et les tests des variateurs de fréquence (VFD)
Le déploiement des variateurs de fréquence (VFD) nécessite une exécution précise lors de la phase de mise en service initiale. Les ingénieurs en automatisation débutants trouvent souvent la première mise sous tension intimidante. Cependant, suivre un cadre d'ingénierie rigoureux garantit la sécurité de l'équipement et la fiabilité du système. Des procédures de démarrage appropriées protègent à la fois l'électronique du variateur et le moteur connecté.

Optimiser l'automatisation des usines : le guide définitif de la maintenance préventive des variateurs de fréquence (VFD)
Les variateurs de fréquence (VFD) sont des éléments essentiels dans l'automatisation industrielle moderne. Ces dispositifs électroniques de puissance régulent les moteurs électriques en ajustant la fréquence et la tension fournies. Par conséquent, les industries utilisent les VFD pour réduire la consommation d'énergie et optimiser le contrôle des processus. Des fabricants majeurs comme Siemens, ABB et Yaskawa conçoivent des variateurs très efficaces. Cependant, une efficacité durable nécessite un programme rigoureux de maintenance préventive.