














Détails du produit
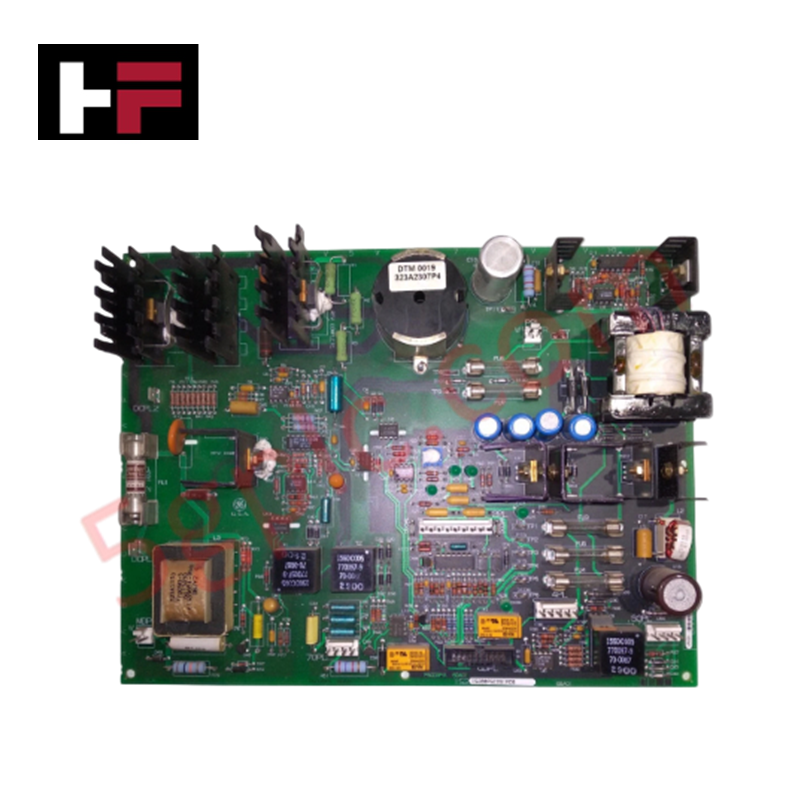
Configuré pour la conversion de puissance et le contrôle de l'entraînement du contacteur dans les systèmes d'excitation EX2000, le GE IS200PSCDG1ADB (carte d'alimentation PWM / carte de commande de contacteur IS200PSCDG1ADB) assure l'exécution physique et électrique directe du routage d'alimentation modulée en largeur d'impulsion et la gestion des commandes de relais.
Spécifications matérielles
| Paramètre | Spécification |
|---|---|
| Modèle | IS200PSCDG1ADB |
| Marque | General Electric |
| Origine | USA |
| Poids | 2 lbs |
| Dimensions | 16,2 cm x 8,6 cm |
| Température de fonctionnement | 0 °C à 70 °C |
| Consommation électrique | 14 VCC à 32 VCC (entrée) |
| Courant maximal de charge | 125 VCC |
| Processeur | Intel Celeron 300 MHz |
| Mémoire | 32 Mo DRAM |
Licences de vitesse de communication du bus backplane
Le IS200PSCDG1ADB fonctionne comme un nœud contrôleur à haute vitesse au sein de l'architecture EX2000, utilisant un système d'exploitation QNX pour exécuter une logique de contrôle basée sur le booléen. La carte maintient la vitesse de communication du bus backplane via une interface Ethernet secondaire intégrée 10BaseT/100BaseTX, facilitant un échange de signaux déterministe avec les processeurs principaux du système. La compatibilité du firmware flash est régie par la plateforme de contrôle d'excitation afin d'assurer l'alignement des cycles de service PWM et du timing de l'entraînement du contacteur. La montée en densité des E/S est réalisée par intégration modulaire, permettant à la carte de gérer des charges de contacteurs à fort courant tout en maintenant l'intégrité des signaux pour les instructions au niveau processeur.
Questions fréquemment posées
Q : La carte IS200PSCDG1ADB supporte-t-elle le remplacement à chaud sous charge ?
R : Non. La carte doit être complètement isolée de l'alimentation 14-32 VCC et des circuits de charge du contacteur avant son retrait pour éviter les arcs électriques ou d'endommager les broches de communication du backplane.
Q : Existe-t-il des limitations spécifiques concernant la résistance des conducteurs pour les circuits de commande du contacteur ?
R : Oui. La conception du circuit impose une résistance maximale des conducteurs de 15 Ohms pour garantir une tension adéquate aux bobines du contacteur et éviter une dégradation du timing de commande.
Directives d'installation sur site
- Montage : Fixez la carte dans le rack du cabinet EX2000. Assurez-vous que l'unité est correctement alignée avec les connecteurs du backplane pour éviter tout désalignement des broches lors de l'insertion.
- Câblage : Terminez les câbles d'alimentation et de charge du contacteur en utilisant des conducteurs blindés pour réduire les interférences induites. Veillez à ce que la résistance des conducteurs ne dépasse pas 15 Ohms.
- Communication : Connectez l'interface Ethernet secondaire au réseau principal désigné. Utilisez un câblage de catégorie 5 ou supérieur pour maintenir un débit de données de 10/100 Mbps.
- Environnement : Vérifiez que la température ambiante du cabinet reste dans la plage de 0 °C à 70 °C. Assurez une circulation d'air suffisante pour éviter la surchauffe du microprocesseur et des composants électroniques de puissance.
- Vérification : Après l'installation physique, utilisez les outils de diagnostic basés sur QNX pour effectuer un contrôle de santé de la logique booléenne, confirmant que les sorties de commande du contacteur répondent aux paramètres opérationnels attendus.
Informations supplémentaires
- Pièces 100 % d'origine : Tous les produits sont originaux et authentiques, garantissant des performances industrielles fiables.
- Garantie de remboursement de 30 jours : Retournez tout article en stock dans les 30 jours dans son emballage d'origine non ouvert pour un remboursement complet (hors frais de port et frais).
- Garantie de 12 mois : Couvre les défauts de matériaux ou de fabrication ; exclut les mauvais usages, l'usure normale ou les modifications non autorisées.
- Expédition mondiale : Nous expédions via USPS, UPS, FedEx et DHL. Les délais de livraison varient selon le pays et peuvent être soumis à des frais de douane ou d'importation.
- Assistance & Contact : Une assistance technique et garantie est disponible à tout moment. Contactez-nous ici : Contact.
- Conseils d'achat : Vérifiez attentivement les spécifications et la compatibilité du produit avant de commander pour assurer une application correcte.







Guide technique et d'achat

Pourquoi les alimentations 24V DC standardisent l'automatisation industrielle moderne
Les armoires de contrôle industrielles dans le monde entier utilisent le 24V DC comme norme universelle d'alimentation pour les instruments de terrain, les capteurs et les contrôleurs. En entrant dans n'importe quelle usine, vous trouverez des automates programmables (PLC), des interfaces homme-machine (IHM) et des actionneurs intelligents fonctionnant en courant continu à très basse tension. La standardisation sur le 24V DC améliore la sécurité opérationnelle, réduit l'encombrement des armoires et maintient une performance de contrôle stable à travers les réseaux d'usine.

Commandes essentielles de contrôle de mouvement : un guide pratique pour les ingénieurs
Les ingénieurs en automatisation s'appuient souvent sur un contrôle précis de la position et de la vitesse pour piloter les machines modernes des usines. Les systèmes industriels modernes, tels que les automates programmables (API) et les systèmes de contrôle distribués (DCS), dépendent fortement des instructions de mouvement standardisées. Maîtriser ces commandes garantit la sécurité opérationnelle, protège les composants mécaniques et optimise les temps de cycle sur les lignes de production.

Maîtriser les commandes modernes de joystick industriel dans l'automatisation lourde
Les joysticks industriels jouent un rôle essentiel dans l'interaction homme-machine, notamment dans la manutention de matériaux lourds et les systèmes hydrauliques mobiles. Ces contrôleurs tactiles traduisent les mouvements complexes de l'opérateur en signaux électriques précis pour les automates programmables (PLC), les contrôleurs de mouvement et les réseaux DCS. Par conséquent, choisir et installer la bonne architecture de joystick garantit la sécurité de l'opérateur, réduit la fatigue et optimise les performances de l’équipement.