















Détails du produit
Capacités du système
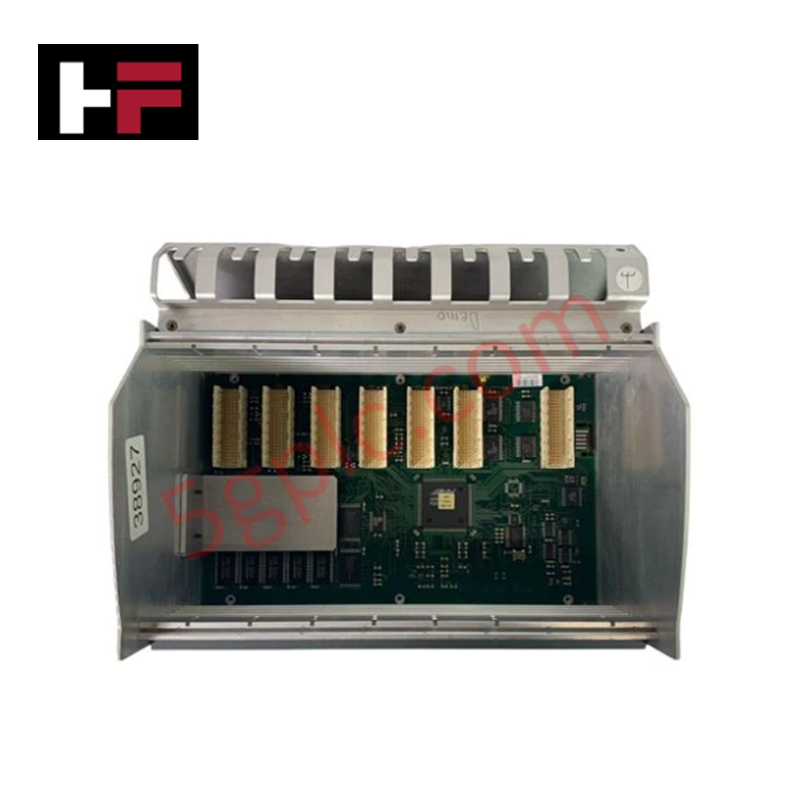
Le 1762-L40BWAR est un automate programmable industriel (API) polyvalent et compact de la famille MicroLogix 1200, conçu pour gérer des tâches d'automatisation modérées à complexes. Cette unité de 40 points offre une densité élevée d’E/S, avec un mélange d’entrées discrètes 24V CC et de sorties relais robustes. Il est alimenté par une entrée AC à large plage, ce qui le rend adapté aux applications industrielles mondiales où les normes de tension varient. Le contrôleur est conçu pour une extension sur le terrain, permettant aux utilisateurs d’ajouter des modules d’extension d’E/S 1762 afin de répondre aux besoins croissants du système.
Caractéristiques techniques
-
Fabricant : Allen-Bradley / Rockwell Automation
-
Série de produit : MicroLogix 1200
-
Numéro de modèle : 1762-L40BWAR
-
Nombre total d’E/S : 40 points
-
Spécifications des entrées : 24 entrées CC (20 ports standards et 4 ports haute vitesse)
-
Spécifications des sorties : 16 sorties relais (forme A et forme C)
-
Tension de fonctionnement : 120V à 240V AC (plage de fonctionnement 85–264V AC)
-
Type de circuit d’entrée : Sink/Source (configurable par l’utilisateur)
-
Capacité des contacts relais : 24–125V CC ; 120–240V AC
-
Interface de communication : port mini-DIN RS-232 8 broches
-
Protocoles supportés : DF1, DH-485, Modbus RTU esclave et ASCII
-
Courant d’appel : 25A pendant 8 ms (120V AC) ; 40A pendant 4 ms (240V AC)
-
Dissipation thermique : 22 Watts
-
Type de mémoire : 6 Ko non volatile (programme utilisateur et données)
-
Poids mécanique : 1,67 kg (3,69 lbs)
Fonctionnalités opérationnelles et programmation
Le 1762-L40BWAR est optimisé pour les applications nécessitant un commutateur relais fiable et un comptage haute vitesse. Les quatre entrées haute vitesse intégrées permettent l’interface avec des encodeurs ou des débitmètres à des fréquences allant jusqu’à 20 kHz. La configuration du système s’effectue généralement via le logiciel RSLogix 500, offrant un environnement stable de logique à contacts pour la séquence industrielle et le contrôle des machines. Ses sorties relais sont conçues pour plus de 20 millions de cycles mécaniques, garantissant une longue durée de vie dans les systèmes à cycles élevés tels que l’emballage, la manutention des matériaux et le contrôle CVC.
Questions fréquemment posées
Le 1762-L40BWAR prend-il en charge l’extension de mémoire ?Bien que la mémoire interne soit fixe à 6 Ko, l’unité supporte l’utilisation d’un module mémoire 1762-MM1 pour la sauvegarde du programme et le transfert entre contrôleurs.
Puis-je communiquer avec un PC moderne sans port série ?Pour programmer le 1762-L40BWAR avec un ordinateur moderne, un convertisseur 1747-UIC (USB vers DH-485) ou un convertisseur USB vers RS232 de haute qualité (comme le 9300-USBS) est nécessaire pour se connecter au port mini-DIN.
Informations supplémentaires
- Pièces 100 % d'origine : Tous les produits sont originaux et authentiques, garantissant des performances industrielles fiables.
- Garantie de remboursement de 30 jours : Retournez tout article en stock dans les 30 jours dans son emballage d'origine non ouvert pour un remboursement complet (hors frais de port et frais).
- Garantie de 12 mois : Couvre les défauts de matériaux ou de fabrication ; exclut les mauvais usages, l'usure normale ou les modifications non autorisées.
- Expédition mondiale : Nous expédions via USPS, UPS, FedEx et DHL. Les délais de livraison varient selon le pays et peuvent être soumis à des frais de douane ou d'importation.
- Assistance & Contact : Une assistance technique et garantie est disponible à tout moment. Contactez-nous ici : Contact.
- Conseils d'achat : Vérifiez attentivement les spécifications et la compatibilité du produit avant de commander pour assurer une application correcte.











Guide technique et d'achat
Comprendre les types de bruit dans les circuits électroniques et les systèmes de contrôle
L'intégrité du signal détermine directement la précision des mesures et la stabilité des boucles dans les environnements d'automatisation industrielle. Le bruit électronique introduit des interférences stochastiques indésirables dans les boucles analogiques, les lignes de retour des capteurs et les réseaux de bus de terrain numériques. Comprendre comment le bruit électronique intrinsèque et les interférences électromagnétiques externes se manifestent permet aux ingénieurs de contrôle d'optimiser le conditionnement du signal et de protéger efficacement les instruments sensibles.

Pourquoi les alimentations 24V DC standardisent l'automatisation industrielle moderne
Les armoires de contrôle industrielles dans le monde entier utilisent le 24V DC comme norme universelle d'alimentation pour les instruments de terrain, les capteurs et les contrôleurs. En entrant dans n'importe quelle usine, vous trouverez des automates programmables (PLC), des interfaces homme-machine (IHM) et des actionneurs intelligents fonctionnant en courant continu à très basse tension. La standardisation sur le 24V DC améliore la sécurité opérationnelle, réduit l'encombrement des armoires et maintient une performance de contrôle stable à travers les réseaux d'usine.

Commandes essentielles de contrôle de mouvement : un guide pratique pour les ingénieurs
Les ingénieurs en automatisation s'appuient souvent sur un contrôle précis de la position et de la vitesse pour piloter les machines modernes des usines. Les systèmes industriels modernes, tels que les automates programmables (API) et les systèmes de contrôle distribués (DCS), dépendent fortement des instructions de mouvement standardisées. Maîtriser ces commandes garantit la sécurité opérationnelle, protège les composants mécaniques et optimise les temps de cycle sur les lignes de production.