











تفاصيل المنتج
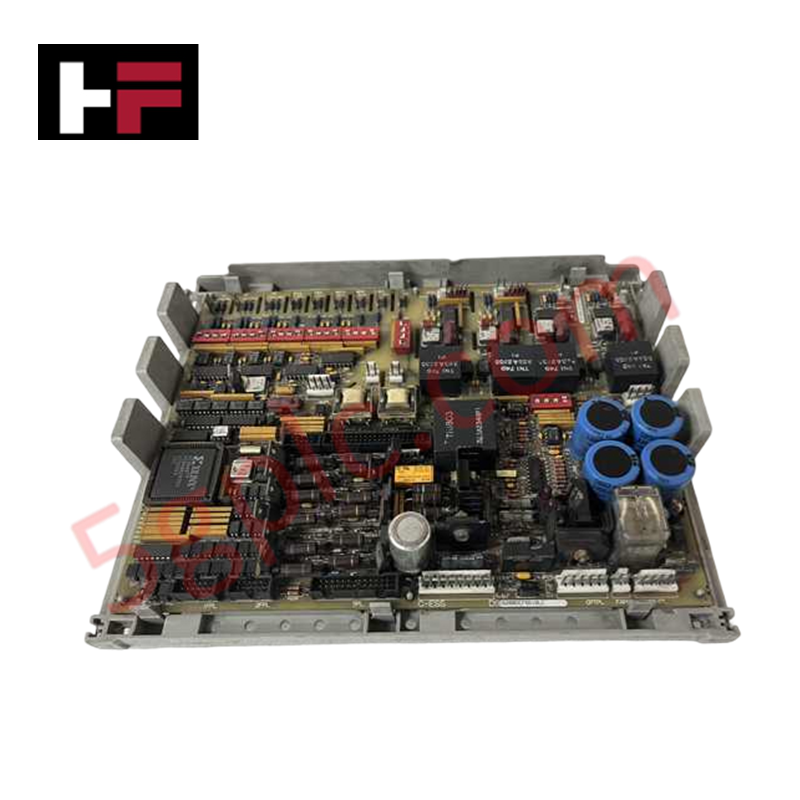
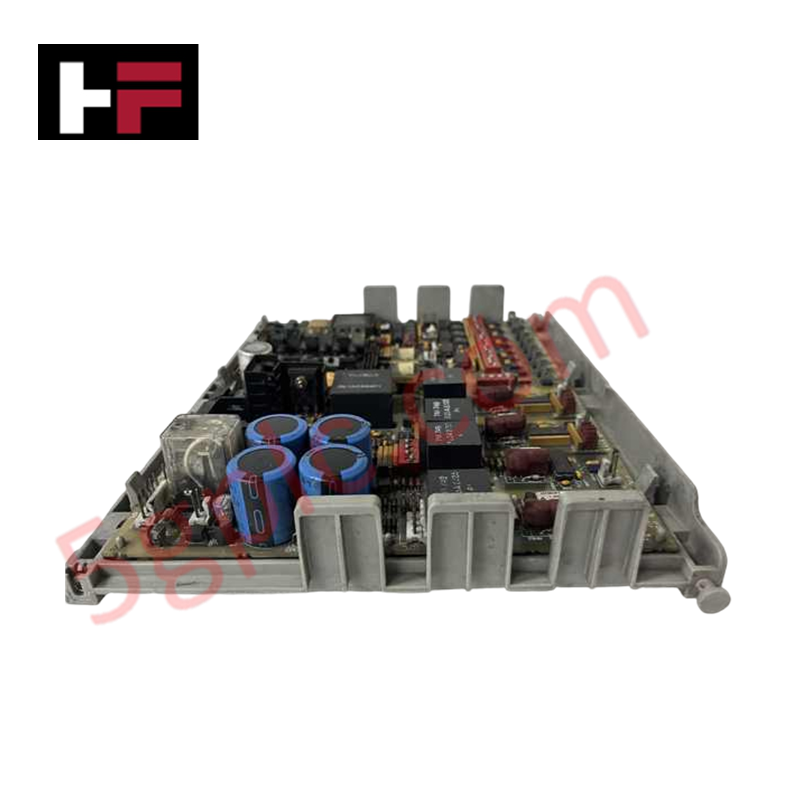
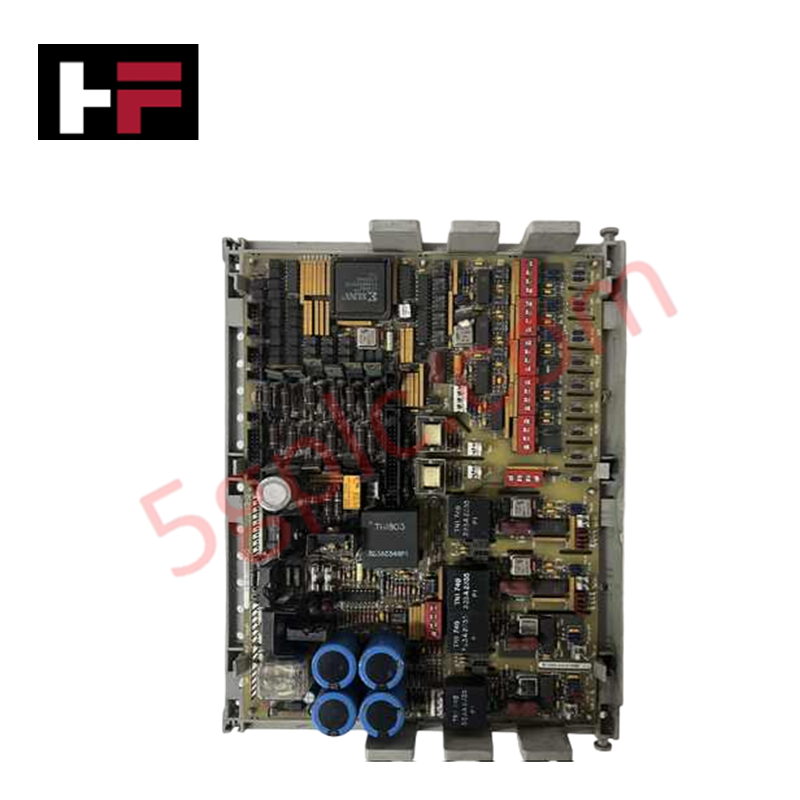
مُكوَّن لتحويل وتنظيم الطاقة في منصات EX2000 وDC2000 والمنصات المرتبطة بها، توفر لوحة GE DS200DCFBG1BLC (DS200DCFBG1 لوحة تغذية طاقة التيار المستمر مع ردود الفعل) توزيعًا مباشرًا للطاقة الفيزيائية وتنظيمًا للجهد على مستوى التحكم.
المواصفات الفنية
| المعامل | المواصفة |
|---|---|
| النموذج | DS200DCFBG1BLC |
| العلامة التجارية | جنرال إلكتريك |
| المنشأ | الولايات المتحدة الأمريكية |
| درجة حرارة التشغيل | -10 درجة مئوية إلى +70 درجة مئوية |
| استهلاك الطاقة | غير محدد |
| جهد الإدخال | 38 فولت تيار متردد و115 فولت تيار متردد (مأخوذ من CPT) |
| جهد الإخراج | +5 فولت تيار مستمر، +/- 15 فولت تيار مستمر، +/- 24 فولت تيار مستمر |
التوافق مع التحكم الصناعي والبرمجيات الثابتة
تعمل لوحة DS200DCFBG1BLC كواجهة رئيسية لإدارة الطاقة لمعالجات التحكم في المحركات، باستخدام دائرة تنظيم مدمجة للحفاظ على مستويات الجهد الحتمية. تدعم اللوحة توسيع كثافة الإدخال/الإخراج من خلال دوائر طاقة مجال المحرك المخصصة ومحركات مولد نبضات البوابة. يتم التحكم في توافق فلاش البرمجيات الثابتة بواسطة لوحة التحكم في المحرك (SDCC/LDCC)، التي تراقب إشارة /PSEN؛ حيث تؤدي هذه الإشارة إلى إعادة تعيين المعالج الدقيق إذا انحرف جهد +5 فولت تيار مستمر على اللوحة عن التنظيم، مما يضمن استقرار النظام بأكمله أثناء تقلبات طاقة الإدخال.
الأسئلة المتكررة
س: كيف تتفاعل إشارة /PSEN مع وحدة تحكم المحرك؟
ج: تراقب إشارة /PSEN على الطرف 2PL حالة تنظيم +5 فولت تيار مستمر. عندما يكون التيار ضمن الحدود، تكون الإشارة في حالة منخفضة TTL. إذا انخفض جهد الإخراج عن التنظيم، تنتقل الإشارة إلى حالة عالية، مما يؤدي إلى إعادة تعيين الأجهزة على بطاقة التحكم في المحرك.
س: ما هي قدرة التحميل لمخرجات +/- 15 فولت تيار مستمر؟
ج: كل مخرج +/- 15 فولت تيار مستمر مصنف عند 0.8 أمبير. من هذه القدرة الإجمالية، يتوفر 0.25 أمبير للتحميل الخارجي بالإضافة إلى متطلبات دوائر اللوحة الداخلية.
إرشادات التركيب الميداني
- التحقق من طاقة الإدخال: قبل التشغيل، تحقق من أن مخرجات محول طاقة التحكم (CPT) مستقرة عند 38 فولت تيار متردد (+10%). مستويات جهد الإدخال غير الصحيحة ستمنع دوائر التقويم والتنقية الكاملة الداخلية من إنتاج مستويات +/- 24 فولت تيار مستمر غير منظمة المطلوبة.
- التعامل مع المكونات: تأكد من فصل جميع الأسلاك الميدانية قبل إزالة اللوحة. عند التركيب، تأكد من تثبيت اللوحة بإحكام على الهيكل للحفاظ على مرجع الأرض المطلوب لدوائر ردود الفعل.
- التظليل والتأريض: للحفاظ على سلامة إشارة مولدات نبضات بوابة SCR ودوائر ردود الفعل، تأكد من أن دروع الكابلات متصلة بشكل صحيح بنقاط تأريض الحاوية لمنع التداخل الكهرومغناطيسي من التأثير على مخرجات تنظيم الطاقة.
معلومات إضافية
- قطع أصلية 100%: جميع المنتجات أصلية وموثوقة، مما يضمن أداءً صناعيًا موثوقًا.
- ضمان استرداد خلال 30 يومًا: يمكن إرجاع أي منتج متوفر في المخزون خلال 30 يومًا في عبوته الأصلية غير المفتوحة لاسترداد كامل (باستثناء الشحن والرسوم).
- ضمان لمدة 12 شهرًا: يغطي العيوب في المواد أو التصنيع؛ لا يشمل سوء الاستخدام أو التآكل الطبيعي أو التعديلات غير المصرح بها.
- الشحن إلى جميع أنحاء العالم: نشحن عبر USPS وUPS وFedEx وDHL. تختلف أوقات التسليم حسب البلد وقد تخضع للجمارك أو رسوم الاستيراد.
- الدعم والتواصل: يتوفر الدعم الفني وضمان الخدمة في أي وقت. تواصل معنا هنا: اتصل بنا.
- إرشادات الشراء: تحقق من مواصفات المنتج والتوافق بعناية قبل الطلب لضمان الاستخدام الصحيح.





الدليل التقني ودليل الشراء

فهم التوصيلات الجافة في توصيلات PLC: دليل الأتمتة الصناعية
إتقان مبادئ تبديل التلامسات ضروري للوحات التحكم الموثوقة. تتواصل الأجهزة الميدانية ووحدات التحكم المنطقية القابلة للبرمجة (PLC) من خلال التلامسات الجافة أو الرطبة. تستعرض هذه الدليل الفني آلية عمل التلامسات الجافة، وتستكشف هياكل توصيلها، وتقيم مزاياها الرئيسية في الأتمتة الصناعية.

قائمة التحقق النهائية لتكليف أنظمة الأتمتة الصناعية: دليل هندسي
التشغيل التجريبي هو المرحلة الحاسمة في مشروع الأتمتة الصناعية، حيث يتم تحويل أجهزة وبرمجيات التحكم إلى منشأة تشغيلية. يضمن الاختبار الدقيق تجنب تأخيرات بدء التشغيل المكلفة ويعزز ثقة العملاء. يغطي هذا الدليل قوائم التحقق الأساسية والمعايير الكهربائية وأفضل الممارسات.

أنظمة الأتمتة المكررة: الهيكل الأساسي، القيمة التجارية، والمزايا التقنية
يشكل التوقف غير المخطط تهديدًا ماليًا كبيرًا لتصنيع العمليات. لمنع الانقطاعات المكلفة، يقوم المهندسون بنشر هياكل PLC وDCS زائدة تضمن التشغيل المستمر عند فشل الأجهزة. يستعرض هذا الدليل الفني مبادئ التكرار، والعقد النظامية الحرجة، والسيناريوهات الواقعية.